Technology: Tension Control
How Do We Know When, How To Upgrade Our Tension Controls?
Typically, the catalyst that leads a converting production team to upgrade their tension-management or web-guiding equipment, or even to install new components for the first time, will be quality problems that are obvious in the finished roll or material.
Web defects and problems that flexible packaging converters encounter on a machine include deformation of the web due to stretching or wrinkling, necking, variation of coating thickness, unwind or rewind core crushing, starring or telescoping of wound rolls, inconsistent repeat length, and slack web that can cause web breaks and wrap-ups.
Before your production team tries to address web steering and guiding issues, it should ensure that any tension-related web problems are addressed first.
Assuming that management will choose a tension control technology that employs direct tension sensing to achieve the most consistent and accurate running tensions, key considerations for correcting tension-related web quality problems on a machine are:
- In which tension zones are problems being experienced?
- At what tension should the substrate be maintained?
- What idler roll locations in the web path are best suited to have tension transducers (load cells) installed?
- Which tension measurement and control vendor will best fill our needs?
- What style of transducer mounting hardware will fit best into this location on the machine frame?
- Should we connect the installed tension transducers to a tension readout device only, or to a closed-loop automatic tension controller.
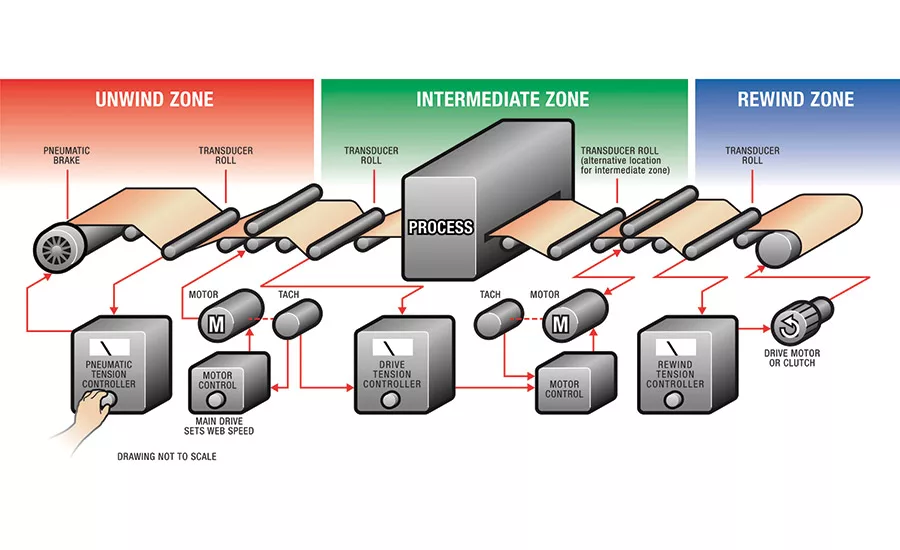
To identify tension measurement or control requirements, production management can divide a web machine into two or more tension zones. A zone is created between a nip and an unwind, between a nip and a rewind, or between two driven nips in the case of an intermediate zone.
Not all zones require automated web tension management. Often the problem exists in a single tension zone. By retrofitting a web converting line with direct tension sensing and control equipment, even if only in the zones where tension-related problems have been identified, the production team can prevent poor quality or wound roll defects in finished material.
But why upgrade if your existing, older tension control equipment is still functioning? Two of the more common upgrade situations that we see:
When your production team wants to swap out old or under-performing shaft-mount load cells, we recommend installing tension roll type transducers in their place. This style of transducer has many installation advantages over the older, traditional shaft-mount style transducers that must be mounted in pairs, one on each end of an idler roller shaft. The integrated tension roll style of transducer is a dead-shaft idler roller with built-in tension sensors at each end of the roll. The transducer is sized to fit the machine frame perfectly so that the customer needs only to bolt it into place at an existing idler roller location in the web path. This saves engineering and installation time for the customer and eliminates the issue of an extra transducer cable having to cross the web path at a certain point, since there is only one connector cable for the tension roll transducer at one end of the roll.
With respect to direct tension measurement, the sensing technology hasn’t changed much in recent years since the low cost and reliability of foil and semiconductor strain gauges remain unmatched for most web tension applications. But the controller interface technology itself has been advancing continuously through the efforts of the tension equipment manufacturers. As with consumer electronic devices, as microprocessors shrink and become more powerful, the number of features and benefits that can be realized in a single industrial electronics device increases too. Features such as adaptive tuning for applications with rapid accelerations or decelerations, digital calibration and color GUI displays are now common. When a new tension controller with more advanced technology, a larger feature set and a smaller footprint becomes available on the market, and at a reasonable price, users can often justify the retirement of an older controller on a cost/benefit basis.
Tension controllers are evolving incrementally in the sense that while they still take an input from the tension transducers and they put out a compensated control signal to a drive, or a clutch or a brake that’s determined by a tuned PID algorithm, they now have control algorithms with the capacity for finer tuning. This is possible because we’ve moved the control from an analog to a digital platform that is software based. We can better control for the inertia present in larger rolls and also for higher speed variations through algorithms in software that compensate for the inertia and rapid accelerations and decelerations.
Dover Flexo Electronics
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






