Industry Q&A: Inspection & Detection
Advances in Inspection, Detection Zoom in on Printing Process Defects


Flexible Packaging sits down with Issam Lutfiyya, director of global sales & marketing, and SaaS business unit leader for Baldwin Vision Systems, to discuss the advantages of employing an inspection and detection system in package printing operations and where the technology is headed.
What types of defects are identified by a vision inspection & detection system?
A: A 100 percent inspection system will identify and highlight a wide range of typical print defects including ink spots, register and color variations, streaks, hazing, copy or content errors, broken or filled text, as well as defects unique to clear or highly reflective materials. System capabilities vary greatly, and the size of defect found and the ability to classify and separate important defects from less important defects is dependent on the inspection system’s level of development and designed capability.
Besides printing, in what other ways can a vision inspection & detection system be used in packaging?
A: In addition to typical print defect detection, more advanced inspection systems can be equipped to perform additional capabilities including bar code decoding, bar code grading, variable data verification, relative color measurement, dimensional measurement, and specialized security print inspection. Inspection systems can also be equipped to inspect various coatings, varnishes, adhesives, laminations and other features often added to packaging. If the inspection system platform is designed to be upgradeable, additional inspection features or capabilities can be added as they are developed.
Do different printing processes require different types of inspection equipment? How do they differ?
A: Sheet-fed printing applications require different capabilities and characteristics on the inspection system from web-fed applications due to the variance in sheet position and skew, and sometimes space limitations. Processes that involve multiple types of print including hybrid and security applications require an inspection system that is designed to handle the variances unique to each print type simultaneously during inspection. Different printing processes can require different lighting types or techniques, and digital or variable print may require a regionally higher camera resolution to perform inspection.
How does an inspection and detection system contribute to operational efficiency for a converter?
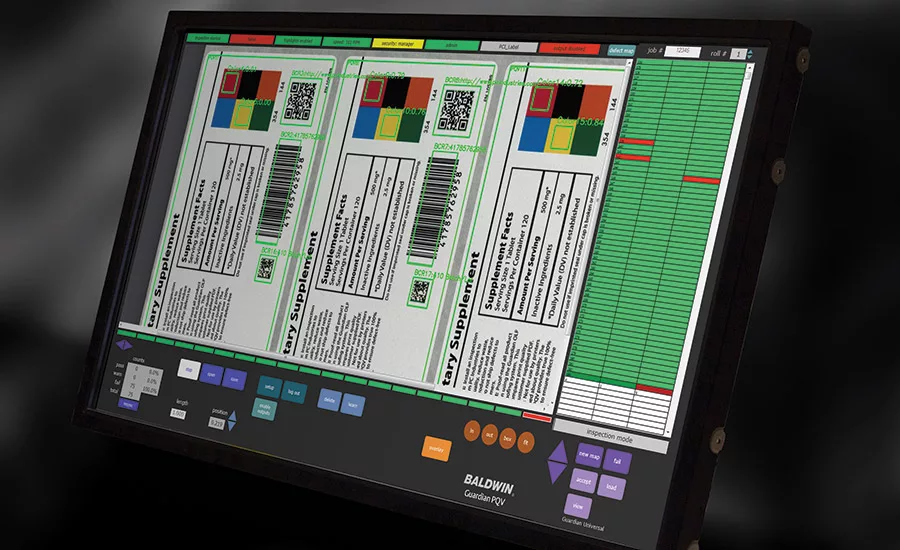
A: Most inspection systems can at minimum provide information to understand defects and provide defect management. Baldwin’s Guardian PQV with RTM goes much further and can provide real-time information on a wide range of production metrics, allowing press managers to monitor changes and make highly informed decisions leading to improved efficiency.
Do most inspection & detection systems for printing now incorporate closed-loop controls to manage quality? How do these work?
A: First, it’s important to have a clear definition of what is meant by “closed-loop.” Some make the mistake of simply adding an inspection system and thinking they’re “closing the loop.” A truly closed-loop quality management solution is as much about process as it is about technology. It starts with an elegant, data-connected ecosystem of both hardware and software components. If you purchase technology from multiple sources, and those technologies don’t talk to each other—you don’t have a closed-loop. The system needs to share data through prepress, defect detection and disposition, waste management, quality reporting, data storage and archiving. If you are missing one of those pieces, you don’t have a closed loop. Once you have a truly closed-loop system in place, the combination of technologies ties together how you manage your processes, your print customers, and even your people. You’re empowered to quickly identify any mechanical issues, process inefficiencies, or even tailor your operator training to eliminate defects.
What impact is artificial intelligence having on the development of inspection & detection systems?
A: “Artificial intelligence” can cover a broad range of very simple and very sophisticated technologies and processes. We’ve incorporated machine learning to improve efficiencies in terms of identifying repeating defects, alerting operators to new defects based on pre-programmed tolerances, learning and interpreting your defect preferences, etc. There are two sides to the artificial intelligence coin: development and adoption. Introduction of new technologies is what we’re about. But for printers and converters to take advantage of the efficiencies and profit-growing potential of fully-automated processes, they have to learn to trust the technology. Innovation is one thing, but we also need the industry to identify expectations and adopt standards that will help to overcome reluctance on the part of end-users. When trust in the technology enables printers/converters to tie into the data and take advantage of the power of connectivity, only then can the promises of greater efficiencies, less waste, higher profit margins be realized.
Are there any new developments in inspection and detection that look especially promising?
A: More efficient, accurate, data-connected inspection workflows have been the main focus of research & development efforts. Baldwin has developed new technologies that enable press managers to monitor changes as they happen, and make highly-informed decisions about print quality, defect management, and even operator-to-operator performance. To meet the challenges of increasingly sophisticated packaging techniques, there are solutions that simultaneously collect data for multiple presses, jobs, and even across multiple plants.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!