Sponsored Content
Layering up for Improved Performance
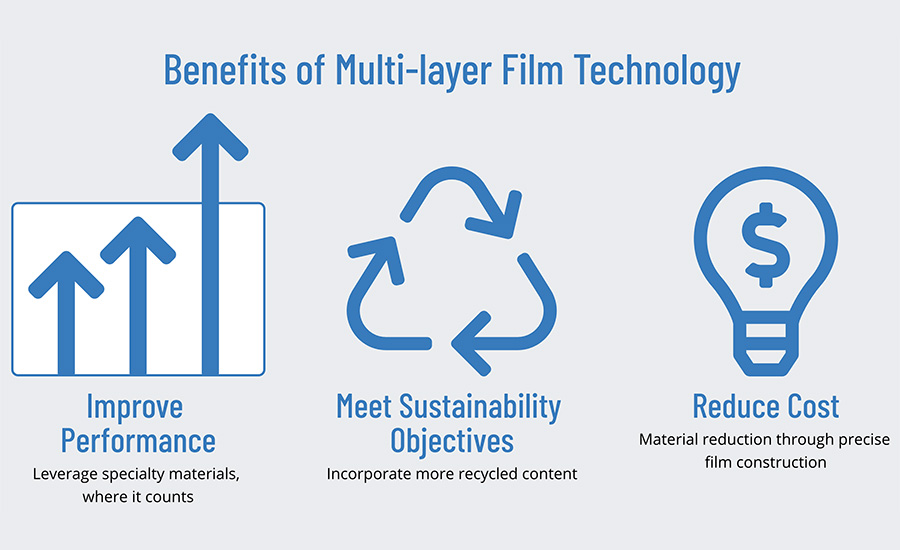
Brands and converters can leverage breakthroughs in multi-layer blown film technology to reduce cost, improve performance and design for sustainability.
In the modern packaging environment, products that offer the best in performance, cost, sustainability and efficiency are central to a successful package. Consumers are becoming increasingly sensitive to sustainability issues, while still maintaining high expectations toward food safety, extended shelf life, functional performance and reduced costs when it comes to packaging. These behaviors are driving brands and CPGs to amplify the pressure placed on converters and film suppliers to develop products that deliver the best in sustainability, performance, cost, efficiency in filling and safe distribution.
This is where multi-layer film design has taken a leading role. Traditional lower layer count film technology is dependent upon thick layers of base resins, blended with specialty materials to create unique performance. This approach requires high concentrations of these specialty materials to be used for their properties to shine through, which in turn drives the cost of these films up significantly. Also, when limited to fewer layers, there are minimal opportunities to blend in recycled content, barrier technologies or specialty sealant resins.
Dry food packaging for cereal and crackers is a good example where multi-layer film design is critical. These applications require excellent moisture and oxygen barrier, as well as superior functional qualities like easy opened seals, stiffness, toughness and excellent machinability. These demanding applications have historically pushed the envelope of package performance, straining the limitations of lower layer count film lines.
By layering up, film manufacturers are less restricted in their freedom of design and can control the quantity and location of each material, driving superior film properties. This precise and accurate material design enables film manufacturers to better control costs by placing these specialty materials in the most advantageous position of the film structure. As more layers are added to an extrusion system, there are increased opportunities to place the exact amount of material in the precise location where performance is optimized, enabling the thickness of individual layers to be reduced. This enables film manufactures to make use of microlayers for expensive materials like polyamide or EVOH.
Multi-layer film technology excels in almost every area of flexible packaging, whether it be functional performance, sustainability, machinability, barrier properties or cost optimization. When it comes to sustainability, incorporating recycled content at increasingly greater amounts is critical to the commitments made by many leading brands. While recycled content would normally weaken film properties, using multiple layers enables PCR surrounded by layers of higher performance materials to reduce the impact of that inferior material.
Machinability and shelf appeal are two critical areas for flexible packaging performance. Multi-layer film technology enables film manufacturers to design films with stiffening material on the outer layers of the package creating an I-beam effect. The impact is more stiffness than the individual materials can deliver in a single thick layer.
When it comes to superior strength, multi-layer films have a clear advantage. Using a composite of materials approach creates superior strength, similar to what is commonly seen with plywood or carbon fiber wing construction. Alternatively, resins known for their strength characteristics like nylon can be split into separate layers, commonly referred to as "split nylon,” delivering greater strength than what an equivalent amount of nylon can offer in a single layer.
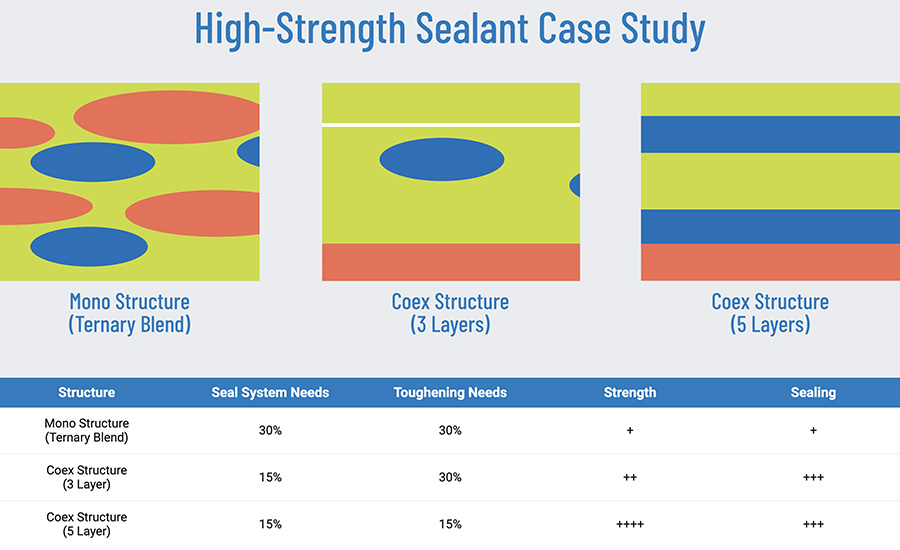
Seal performance is also helped tremendously through multi-layer design. There are many expensive specialty sealant resins available to film manufacturers, some of which are the most expensive components of a PE sealant film. Through the use of multiple layers, these specialty resins can be deployed in small quantities on the outer layers of the structure for enhanced seal performance. The chart above demonstrates how sealant performance can be improved by adding more layers. As seen in the mono structure, specialty resins must be blended into the entire structure. Because of this, many of the positive properties of those materials are diluted while the undesirable properties are left unmitigated. By adding more layers, the film engineer is able leverage the benefits of each individual material while containing those properties to a single layer. This allows the desirable properties of these expensive materials to shine where they matter most, while any negative properties are contained.
Perhaps one of the most critical areas when it comes to package performance is barrier. The chart below shows a case study of how Berry Global was able to collaborate with a leading dry food brand and deliver significant material reduction while maintaining overall film properties. By strategically using multi-layer technology, more than 2.3 million pounds of film was eliminated, while maintaining efficiency, performance, and protection of the same amount of product. As seen below, moving from five layers to seven layers enabled more freedom of design, controlling curl and enhancing moisture barrier by using multiple moisture barrier materials. Equipment limitations forced the use of more oxygen barrier material than was required.
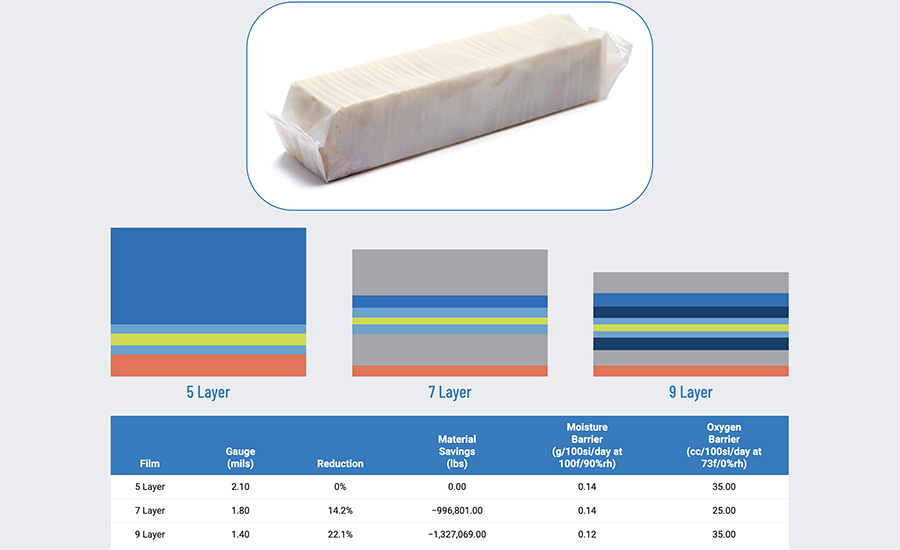
Going from seven to nine layer and using micro-layer technology allowed the correct amount of oxygen barrier material to be used and left room for toughening materials that helped reduce the overall thickness. This precise placement and accurate allocation of barrier material allowed for significant cost reduction, less plastic per package and good strength — all while meeting barrier needs and maintaining shelf life.
As the market continues to drive demand for lower costs with higher performance, Berry expects that this will translate to a demand for thinner films that maintain the toughness, durability and barrier required to protect the product throughout the value stream. Multi-layer films are the best solution.
Sustainability will also continue to transform the flexible packaging market as consumers continue to pressure brands to incorporate more recycled content and transition to new packaging formats or structures. This has led many brands to make aggressive sustainability commitments, and these objectives are best achieved through multi-layer PE film technology.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








