Cover Story Feature
Improving healthcare packaging
New pharmaceutical and medical packaging launches with a focus on safety and user-friendliness.

The technology behind CHILD-GUARD and the strength properties of the pouch deliver a truly child-resistant package.

A combined hardware + software solution provides drug manufacturers with item-level serialization capabilities at a competitive cost.
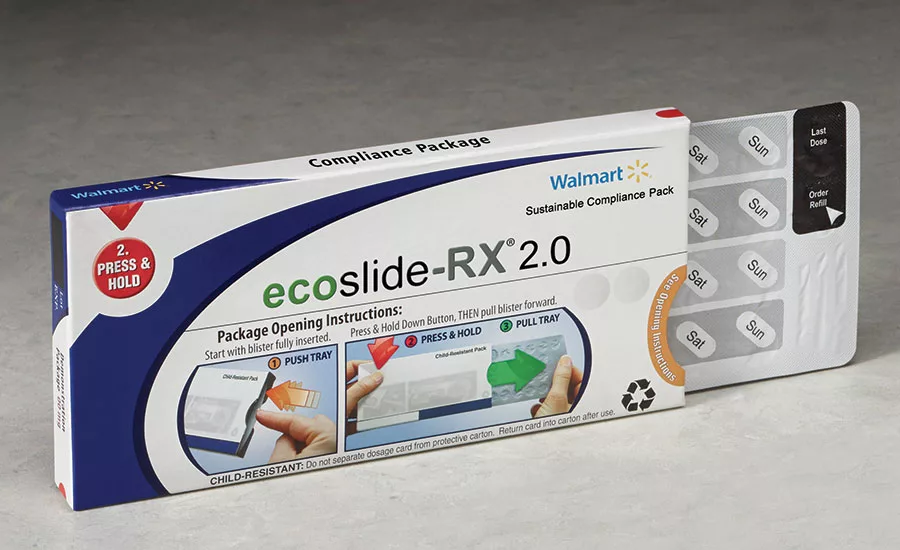
Compliance packaging, such as this, helps prompt patients to take medications correctly, increasing consumer health and safety.
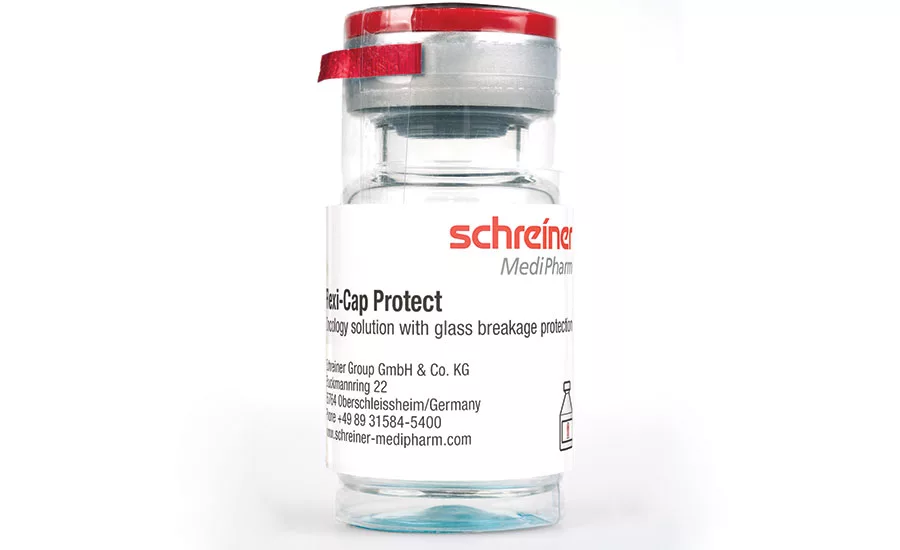
The Flexi-Cap Protect employs an additional cap to protect the bottom of bottles or vials.

Intervoid products provide a leak resistant, single use solution with tamper-evident and track and trace properties.

Tekni-Plex pharmaceutical packaging materials
Packaging in the healthcare market is a growing industry with many challenges to overcome and exciting opportunities to be had. According to visiongain
(visiongain.com), the global healthcare packaging market will grow at a CAGR of 6.3% between 2015 and 2025, from a forecasted value of $101.3 billion in 2015.
Strong growth in the healthcare sector around the world and increasing functional requirements for healthcare packaging products are some of the key growth factors in the global market. A global aging population, changing lifestyles and the increasing prevalence of chronic diseases will strengthen the demand for healthcare products and services and thus stimulate growth.
The burgeoning industry has a growing need for more user-friendly features, safety procedures and track and trace systems for added security, safety and regulation adherence. New products are rolling out to satisfy these customer and consumer needs.
Overcoming serialization and integrity obstacles
To maintain primary packaging integrity, Schreiner MediPharm (schreiner-medipharm.com) will introduce its new Flexi-Cap Protect to the U.S. market at INTERPHEX this month in booth 1053. In addition to the combined label-and-cap utilized in the original Flexi-Cap, the new product employs an additional cap to protect the bottom of bottles or vials against glass breakage, as well as surface contamination.
Flexi-Cap Protect features the original cap over the closure and upper part of the container, as well as a second cap to protect the lower part and bottom. Both are adhered using a label, which can optionally be provided with an integrated foam layer to provide further protection against lateral impact. The use of the two caps ensures that the container’s surface is completely protected.
To maintain product integrity further, the package offers anti-counterfeiting benefits. Like the original Flexi-Cap, Flexi-Cap Protect includes a film cap positioned over the closed container. The label is applied without covering the peel-open tab of the opening strip. Once the strip is opened, the bottom part of the cap, together with the label, remains attached to the container. Attempting to remove the rest of the cap destroys the label, eliminating the possibility of unnoticed illegal reuse.
An added bonus is that the package’s label and two caps are applied without heat, as to not impair the medications’ properties. In addition, the upper cap offers space for imprinting warning notices, codes for track & trace systems or integrating NFC inlays for interactive applications.
The new laws and regulations pertaining to drug traceability are already in place, or pending enactment, with the goal of preventing drug counterfeiting worldwide. Over the next few years, over 70% of prescription drugs on sale worldwide will need to be identifiable at unit level.
Technology equipment provider Siemens (siemens.com) has teamed up with Adents (adents.com) to develop a combined hardware + software solution providing drug manufacturers with item-level serialization capabilities at a competitive cost.
According to the company, the joint offering comprises Siemens’ range of powerful and reliable standard equipment – including industrial PCs, software controllers, I/Os and camera barcode readers – with Adents’ Pharma Suite software, which manages all serialization parameters from a centralized server at site level with fast implementation and minimal personnel involvement.
The companies’ combined solution can easily be integrated into existing infrastructure and equipment, and has the capacity to handle both existing and future regulatory requirements. This means that the unit-level track and trace rules can be modified continuously for a wide variety of production types.
Complying with these new regulations entails major changes to production facilities, information systems, quality control and the structure of the industry’s supply chain. This transformation represents a major industrial challenge in the years to come for the pharmaceutical industry.
“The issues are multiple and complex – budget control, risk of loss of productivity, variety of industrial equipment and implementation planning. Drug manufacturers will therefore have to be very careful when it comes to choosing their serialization solution, says Vincent Masztalerz, head of the business unit Process Automation in France.
For secure and sterile medical packaging, the Intervoid® Sterile line of security bags, from Coveris (coveris.com), are tamper-evident, sterile sampling solutions for pharmaceutical tracking and serialization, medical testing and high-tech sectors. The bags combine several technologies for enhanced sample security and improved efficiencies. Combining the highest levels of tamper evident security and tracking technologies with premium 10-6 gamma irradiation sterility and leak-resistant properties, the products provide a leak resistant, single use solution with tamper-evident and track and trace properties for guaranteed security and accurate traceability.
Ensuring product protection and user-friendly features
In the world of blister packaging, one new contender offers a fun and functional new format. From a collaboration between Presto Products Company (prestoproducts.com) and Bemis Healthcare Packaging (bemis.com), the new format features a flexible pouch instead of the customary paperboard carton used as secondary packaging for blister packs. The pouch, converted by Bemis and fitted with Presto’s CHILD-GUARD child-resistant slider closure, enables drug manufacturers to incorporate child resistance and high barrier into the secondary package. What’s more is for over-the-counter products, the new package sets itself apart from the competition.
The technology behind CHILD-GUARD and the strength properties of the pouch deliver a truly child-resistant package. The slider is extremely difficult for a child to open while at the same time being intuitive and easy to open for seniors, an added bonus for this age segment that struggles with various types of packaging. The pouch is constructed from aluminum foil-based laminated film, which provides excellent moisture and oxygen barrier properties.
On retail shelves now, Walmart has incorporated the next generation of Keystone Folding Box Company’s (keyboxco.com) Ecoslide-RX compliance package into its pharmacies nationwide. The new Ecoslide-RX 2.0 offers many upgraded features to enhance user-friendliness, including redesigned lock/unlock functionality and enhanced graphics providing more dynamic user instructions.
The package passed Consumer Product Safety Commission (CPSC) protocol testing for child resistance and received the highest rating. In addition, the package is designed to be senior-friendly and was also reported by patients to be “easy to open” in consumer testing.
“With Ecoslide RX 2.0, the overall consumer experience has been improved: the opening procedure of the new package is more intuitive, and minimal effort is required to unlock the package. Enhanced graphics present operating instructions that are easily understood – a benefit particularly to seniors who, understandably, comprise a significant percentage of prescription medication users,” explains Ward Smith, director of marketing at Keystone Folding Box Company.
Ecoslide-RX 2.0 works for prescription products, physicians’ samples and clinical trial materials. Compliance packaging, such as this, helps prompt patients to take medications correctly, increasing consumer health and safety. To further help consumers take their medication regularly, blister packages can be equipped with useful weekly calendars, or reminders that help consumers stay on track.
According to visiongain, the global healthcare packaging market does face many restraints. The wide-spread cost containment measures placed on healthcare expenditure by governments is placing an increasing cost-pressure on the healthcare packaging market. Changing regulations in the healthcare sector can also have major effects on the way healthcare packaging manufacturers operate. With these challenges also come opportunities for future growth, innovation and solutions to help shape the industry in years to come.
Pharmaceutical packaging: It’s all about the materials.
A Q&A with Garrett Hagar, director, Pharma Films & Medical Packaging, Americas, Tekni-Plex (tekni-films.com)
Packaging Strategies: Why is the material selection in pharmaceutical packaging so important?
Garrett Hagar: There are a vast number of deliverables that the material may be called upon to meet. Barrier properties are high on the list of material selection requirements in order to meet shelf life objectives. Equally as important is compliance with FDA and other regulatory agencies. Other factors include safety, sustainability and product integrity, as well as meeting supply chain requirements.
Packaging materials have to deliver the right moisture and oxygen barrier attributes so that the pharmaceutical product can meet shelf life and efficacy specifications for its intended use. The objective is to use the latest processing technology and polymer chemistry to create flexible materials with the desired performance attributes at the lowest possible cost. Rigorous testing is performed to make sure the barrier and other mandatory performance criteria conform to the requirements.
Patient compliance is another critical area that can include everything from ease-of-use and dispensing to ensuring that proper short- and long-term product dosing is maintained.
Raw material source reduction, carbon footprint decreases and new material alternatives all have been part of the packaging decision-making landscape for a considerable amount of time now. In more recent years, these attributes have gone from “nice to have,” to being mandated by retailers such as big box stores and non-government organizations.
PS: What is the main request you receive from packagers when discussing medical or pharmaceutical packaging solutions?
Hagar: Product stability to maintain seal integrity and efficacy of the product. Also, materials and processes must conform to pharma industry regulatory standards.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




