Industry Insights: Rollers
The Evolution of Heat Transfer Rolls for the Converting Industry

Today’s converters rely heavily on heat-transfer rolls to heat-up or cool-down many types of material, including web substrates, extruded plastics and laminates. Sometimes called chill rolls, heat transfer rolls are made by several roller companies and OEMs.
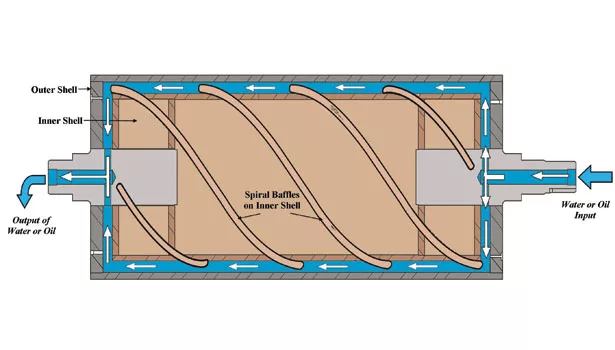
Many are chrome plated. All are liquid filled and tend to use pre-heated or pre-chill fluids such as glycol, heat transfer oil, water or other chemical mixtures. There are several design variations, but most heat transfer rolls feature a double-shelled configuration – where the smaller shell fits inside the larger shell, leaving from .25 to 1.00 inch of space between the two – and the liquid flows between the two shells. A spiral-baffle, which assists in the circulation of thermal transfer fluid, is often welded in a winding fashion to the inner shell. The fluid enters the roller through holes bored in the journal shaft. Liquids are either pumped in one end and out the other (monoflow design), or liquids flow both in and out of the same end (duoflow design). A special fitting called a rotary union allows the roller to turn while the supply hoses for the liquid are attached.
The Problem in Detail
But these basic design variations do not significantly slow the damaging effects of rust, oxidation, corrosion and mineral deposits that, sooner or later, take a toll on almost every heat transfer roll. For plant managers and engineers, this is just the beginning of their nightmare. They’ll also see decreases in thermal conductivity (transfer of hot or cold temperature to the web), increased energy costs, accelerated equipment wear, and a need to slow line speeds and increase dwell times; these are the real costs of a rusted heat transfer roll.
The nature and degree of damage to any particular roll depends on several factors: rotation speed, the chemical properties of the heat-transfer fluid, its flow rate, and so on. Regular maintenance procedures such as acid flushing can slow the pace of breakdown; but sooner or later all liquid-filled rolls will see damage to their inner chamber. The not-so-funny joke is that engineers are not able to see it happen: heat transfer rolls break down on the inside, behind a wall of shiny chrome and steel.
Key Contributors to a Loss of Function
The exact cause of degradation for any particular roll depends primarily on the choice of thermal transfer fluid. Glycols can be corrosive when heated; oils tend to coagulate, especially when combined with water or other chemicals. Even if the roller contains straight water, the damaging effects can be substantial, especially if the water is not perfectly balanced. Corrosion is generally associated low pH water. Mineral deposits and scaling are associated with high pH water.
Most converters find it too expensive to purchase water monitoring equipment, dosing accessories, and the steady stream of chemical additives required to keep the interior of their chill rolls clean. So damage and degradation simply go on. And because it is not possible to see the roll’s inner chamber, the damage goes unnoticed until a critical stage is reached: the roller simply ceases to efficiently transmit hot or cold energy.
When engineers do discover heat transfer rolls performing poorly, one of four actions are usually taken:
- The roll is completely replaced. This is expensive and time consuming.
- The roll is left in place. This is the most common reaction. More fluid is pumped through the roll in order to achieve the desired heating or cooling of the web. This wears on pumps, supply lines and fittings. Also, some plant managers will actually slow the roll’s rotation (which affects a plant’s overall line speed) to increase the duration of time the roll is in contact with the web (known as “dwell time”).
- The roll is temporarily removed and shipped to a roll rebuilding company (such as Menges Roller), where the interior chamber is flushed using special chemicals designed to breakdown coagulants and rust. These “acid flushing services” can be effective in removing solid and gelatinous materials that were inhibiting thermal transfer, but it is disruptive because the roll must be removed from the plant.
- The roll is so completely damaged that a complete overhaul of the roll is required. The outer shell is cut away, then its inner walls are re-machined and the entire outer shell is replaced. The spiral baffles on the inner shell are also removed, the inner shell’s outer wall is machined, then new spiral baffles are installed. Usually the roll will also need to be re-chromed and rebalanced. All this is expensive and disruptive, and can only be accomplished at an off-site full-service roller company like Menges Roller.
Innovative Solutions
Utilizing a unique mix of engineering innovation and a changeup in the choice of materials, Menges’ engineers have developed a set of solutions that solves the majority of aforementioned inner-cavity decay problems. What’s more, these new ideas may even improve the overall functionality of double-shelled heat transfer rolls.
The new design starts with revising the choice of materials that makeup the exterior wall of the interior shell and the spiral baffles. Traditionally, the entire inner shell and its attached spiral baffle flutes are all steel.
With Menges Roller’s new fabrication approach, a high-quality elastomer compound is extruded directly onto the outer wall of the interior shell, essentially creating a thick jacket of elastomer around the inner shell. Bonding agents marry the elastomer to the inner shell. The cured elastomer is then carved – using computer-controlled groove machines – to form the raised spiral baffles. The final product is an inner shell with raised spiral baffles similar in size and angle to those of the all-metal version – but this new design will not rust because it is not made of steel. The Menges design uses a special elastomer compound.
The elastomer compound chosen to serve as the inner-shell jacket is heat-resistant and strong enough to withstand the high-pressure circulation of liquids over an extended time period. But the most beneficial characteristic of the compound is that it resists corrosive chemicals (for converters running glycol through the roll).
Moreover, because the material is not metallic, it will not rust (for converters running water through the roll). Additionally, mineral deposits (scaling) will not buildup on this compound.
With these problems solved, the operator can say goodbye to disruptive maintenance procedures such as acid flushing services and expensive roll rebuilding projects. But this new-design inner shell also has substantial benefits relating to thermal transfer and optimized process efficiency.
With Menges Roller’s new design, because the steel inner shell is insulated with a thick elastomer covering, the hot or cold energy of the thermal fluid is now only absorbed by the outer shell (where it belongs); the thermal energy is no longer wasted by absorption by the inner shell. In a traditional double-shelled roll, where the fluid has direct contact with the inner shell, the fluid’s heat/cold is absorbed by that inner shell. This represents a substantial waste of hot/cold energy, which is subsequently a waste of money and unnecessary use of heating/cooling equipment. With this new configuration, no longer does the inner shell act as a heat sink, using up valuable BTUs meant for the outer shell. The thermal fluid’s energy goes to the roll’s face, doing its prescribed job of heating or cooling the web.
Now, with increased efficiency in thermal conductivity, a series of secondary benefits can be realized.
To demonstrate this, think of the traditional roller, with much of the fluid’s heat being absorbed by the inner shell. This represents a loss of hot or cold energy. So, in order to compensate for this loss of BTUs and still achieve the desired rollface-to-web heating or cooling effect, engineers must push pumps to work harder, leading to premature wear. Heating or cooling units must be adjusted as well, which means dialing-up refrigerant settings or resistance coils on heaters, both of which are expensive propositions. In some cases, more powerful pumps, higher capacity tanks, or larger heating/cooling devices must be purchased. With this new elastomer-coated inner shell configuration, rolls will not corrode, resulting in dramatic decreases in maintenance issues, overall cost savings and improved roller performance.
These developments are substantial. However, the inner compartment of a double-shelled roll consists of more than just the inner shell; innovations must also be developed to protect the inner wall of the outer shell. This area, although not bristling with debris-trapping spiral baffles, is equally susceptible to rust, corrosion, oxidation, and – most important to converting and laminating processes – loss of thermal conductivity.
So the second portion of Menges Roller Company’s roll fabrication breakthrough takes the form of a protective anti-erosion coating compound that is applied directly to this inner wall of the outer shell.
This anti-corrosive coating, when applied to the inner wall of a roll’s outside shell, is an excellent resistor of not just corrosion, but also erosion, rust and other forms of oxidation. The coating is very hard and microscopic nuisances have a difficult time gaining a foothold. By coating the interior wall of the outer shell with this material, the inner cavity of the roll is completely protected.
Plus, this anti-corrosive coat does not negatively affect the transfer of heat or cold to the web. Since this material is metallic, it conducts hot/cold to the outer shell quite well. There is no loss of performance when compared to a new roll without this coating. Of course, the real benefit is realized over the course of time.
Summary:
Liquid-filled heat transfer rolls have played a key role in the converting industry for many years – but with today’s advanced laminates, adhesives and extrusion techniques – high-performing chill and heat transfer rolls are becoming more and more critical to product quality and faster operation speeds. Not only must today’s heat transfer rolls maintain very hot or cool temperatures to within +/- 1 degree Fahrenheit over extended production runs, but these rolls are expected to last 10+ years with very little maintenance.
These improvements in heat transfer roll performance were developed in response to customers seeking peak performance at all times. It is expected that heat transfer rolls fabricated using Menges Roller’s new technology should see very little or no rust or loss of performance, even over extended periods of time.
With implementation of these new innovations, the rust, oxidation, corrosion and depositing problems which sometimes render expensive heat transfer rolls almost useless are virtually eliminated.
These innovations also improve the roll’s thermal conductivity:
- shortened roller-to-web dwell times, which increases a converter’s line speed
- longer pump and heating/cooling equipment lifespans
- improved converting process results and better overall product quality for the plant
Competitive roller fabrication companies are always interested in optimizing the performance of their rollers in the field. As with any new technology, real-world applications represent the best means of analyzing performance dynamics. As these applications are increasingly implemented, they will provide substantial benefits to many converters in the form of lower costs for energy, maintenance, and capital purchases, longer “peak-performance” lifespans for liquid-filled double-shelled rolls, and less downtime for the plants in which these new Menges Roller heat transfer rolls are installed.
About the Author
Matt Menges is the president of Menges Roller Company, a market leader in the design and fabrication of highly-engineered industrial rollers used in the paper, plastic packaging, textile, non-wovens and allied metal industries. The company also provides comprehensive roller maintenance, repair and refurbishing services.
Menges Roller Company
(847) 487-8877; www.mengesroller.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





