Printing: Tension Control
High Quality Tension Control Ensures Uniform, High Quality Results

Printing on flexible packaging material presents its own set of unique process challenges. Add poor tension control to this mix however, and ending with high quality end product becomes increasingly difficult. Poor tension control before the printing process can result in registration variation and other printing errors. Improper tension control after the printing process can decrease the quality of your finished rolls, putting all your work and effort into the scrap bin.
Registration variation, stretching, wrinkling, web tracking, curling, baggy edges, and web breaks are just a few of the potential problems that can occur within flexible packaging press applications.
A high quality tension control system can not only reduce or completely eliminate these problems and ensure quality printing, but also can create even more benefits across the entire application, such as improved end product quality, increased process consistency and efficiency, reduced waste, and overall increased productivity. A proper tension control system can also expand the capabilities of machines by allowing them to run a wider range of substrates, and potentially increase line speed.
In flexible packaging printing press applications, closed loop systems are the preferred method of tension control. Closed Loop Tension Control refers to a continuous flow of communication from a web tension feedback system, to a torque controller, to a torque device. Closed loop tension control systems will either utilize load cell web measurement feedback or dancer position feedback for controlling tension. This feedback is communicated to the controller which regulates the torque output of a brake, clutch, or drive to maintain the desired tension level. If any changes in tension are detected the controller can instantly alter the output to the torque device to maintain set tension. This ensures that throughout your entire process your tension is consistent, uniform and precise.
Other systems of control include Open Loop, which utilizes roll diameter to dictate torque control, as opposed to direct web measurement, and Manual Control, which involves operators making adjustments based on physical or visual web tension inspection (tends to be highly inaccurate).
A torque output device (brake, clutch or drive), a tension measurement or feedback device, and a tension/torque controller make up the three primary elements of a tension control system. Typically, existing applications already have these elements in place. So why then do manufacturers still experience tension control problems?
Tension Brakes
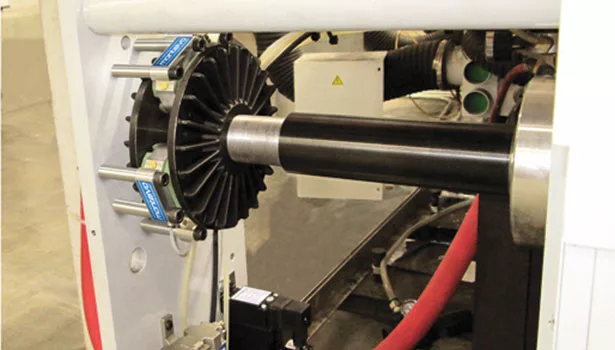
On some press applications, existing brakes may be creating excessive tension, which limits the materials that can be run and limiting the ability to run unwind rolls all the way down to the core. With certain magnetic particle brakes, even with ZERO volts applied to the brake there is still substantial friction on the unwind. Regardless of the type of brake being used eliminating the residual friction is essential to creating a more productive and profitable process. Along with residual friction, the brakes may also have a very narrow torque range they can “effectively” operate in. In today’s competitive and cost conscious environment, machines are constantly being pushed to do more than they might have been originally designed for. If the brake is only designed for this narrow scope of work then expanding your capabilities without sacrificing quality becomes increasingly difficult.
Upgrading the existing brake to a properly sized, wider torque range, pneumatic tension control brake is often very easy. With just a few tapped holes today’s tension control brakes can easily be integrated into existing machine frames. Proper sizing and a wider torque range gives you smoother, consistent tension control without residual friction so you can run from full roll all the way down to the core, with a wider range of materials and process settings.
Tension Measurement
The most prolific type of tension measurement devices are load cells. A fair amount of flexible packaging press applications rely on dancers to dictate tension control. Although there are varying opinions on load cells vs. dancers, and which is better for an application, at the end of the day the answer is always it depends on the application.
One of the key benefits of a dancer system is their ability to compensate for any tension upsets in the web to ensure uniform and quality processing. If you decided to upgrade your tension control brake, combining that with the addition of load cells can in most cases compensate for the tension upsets that the dancer was originally designed for. This allows you to bypass the dancer altogether. Adding load cells to the application will provide precise tension measurement with tension feedback coming directly from the material you are running.
However in some applications it is still beneficial to utilize the dancer. If your machine sometimes has to deal with out of round rolls, and other roll defects where a dancer is still necessary, a system that utilizes both the dancer and load cells is preferred. In this scenario the ideal dancer system should have a tension controller that can control torque output from the brake, clutch, or drive, based on dancer position feedback while simultaneously indicating the tension measurement from load cells so operators can precisely manage air output to the dancer to maintain desired tension. Montalvo are the only manufacturers of a single controller (DTI-3400) that can effectively use load cells while controlling the dancer to give machines the best of both worlds, maximizing their productivity and profitability.
If bypassing the dancer you can easily replace one of the existing idler rollers on your press with an all in one load cell and roll assembly. A load cell roll assembly with superior tension signal measurement will detect even the slightest changes in tension and continuously provide this tension signal to your tension controller. This continuous communication maximizes your product and process quality by always maintaining the exact tension you have set.
Tension Controller
Just as a tripod cannot stand on two legs, maximizing the capabilities of your torque output device and your tension measurement system relies on a third all important component. A fully featured, high quality tension controller closes the loop on a system of continuous tension feedback and torque control, effectively managing the entire operation. Load cells constantly send the tension measurement signal to the controller which then adjusts the output of the brake to maintain precise tension, from full roll to core, reducing scrap, increasing productivity, and increasing the profitability of your process.
High quality tension controllers, such as Montalvo’s S4, U4 and X3400, will also feature a variety of functions to ensure uniform control throughout your process while making set up and operation easier for users. Soft-start, anti-coast, splice, taper, inertia compensation, web break detection and progressive gain are just some of the standard functions that come with a high quality tension controller. These functions help with ensuring high performance, high quality, consistent production from full roll to core maximizing the profitability of your material and process.
Achieve More
Tension control is vital to high quality printing on flexible packaging and creating high quality end product. Brakes, Load Cells and Tension Controllers create a continuous system of control to maintain precise, accurate and consistent tension.
If upgrading the capabilities of your own press, one or all three of these elements can truly expand your current capabilities. A tension control upgrade is relatively one of the most cost effective upgrades you can make to your application while achieving one of the fastest return on investments. High quality tension control products give you long term performance and productivity enhancements. Uniform, high quality end product relies on a consistent process. Achieve more with high quality tension control today.
The Montalvo Corporation
(207) 856-2501; www.montalvo.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


