Industry Q&A: Tension Control
Maintaining and Fixing Tension Control Problems
Mark Breen, marketing manager for Dover Flexo Electronics (DFE) helps us better understand the tension control installation process, routine maintenance, and troubleshooting tips.

Q: What is included in a typical tension control installation?
A: Assuming that management will choose a tension control technology that employs direct tension sensing to achieve the most consistent and accurate running tensions, the typical tension control application that we encounter is at the starting end of the press (or whatever machinery we’re retrofitting). This is the unwind zone in most cases, before the first infeed nip of the press.
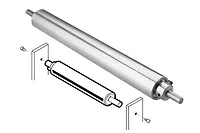
What we would typically install in the unwind zone, to control the unwind shaft, is a tension transducer pair (or a single Tension Roll® transducer), a tension controller and a pneumatic disk brake, or a drive or clutch. In more general terms, we’re adding a device to sense the tension in the web being fed from the unwind roll, a control device to adjust the tensioning signal to a tensioning device, and the tensioning device that directly controls how much hold-back is applied to the unwind roll.
Which specific equipment gets involved during a tension control upgrade is completely dependent on the application, and on which section of the machinery we are making the upgrade to.
Q: Is there a part that needs routine maintenance to optimize the line? How often?
A: Since most tension measurement and control components have few moving parts, a well-functioning tension control system should work invisibly for years or decades with minimal maintenance. Also, there are very few user-maintainable components in the tension control equipment. The hardware we use in the manufacture of our tension control components is industrial strength and durable, which means it can last for years of everyday use without parts wearing out.
The only routine maintenance we recommend for most of our products is to clean off the equipment when it gets greasy and grimy with a clean, damp cloth.
In the case of our pneumatic disk brakes, the friction pads may need to be changed from time to time. In discussing this issue with our technical support experts I was surprised to learn that in most cases friction pads on these industrial brakes can run for long periods of time (years) before they need to be replaced. Since pad wear is completely dependent on the intensity and duration of their application, it’s not something we choose to demand a routine change period for. However, some brake users do choose to change out their friction pads on a routine basis, whether they need to or not, to avoid having to risk machine downtime in the event of wearing the pads down to metal unexpectedly.
Q: Quick fix/troubleshooting if tension is off?
A: When you refer to tension being ‘off’, we’ll assume you mean ‘not what we want it to be’. According to our Technical Support Manager/ Guru, Glyn Green, in the vast majority of cases when something has gone wrong in the tension control loop, the tension transducer (tension sensor), or its misapplication, is the cause.
If there is no tension output reading on the indicator or controller display, we first advise the user to check the power supply to the transducer. If there is power to the transducer, we advise pushing on the tension roll to see if a change in meter output can be invoked. If it can’t, there may be an electrical problem with the transducer or cable. The user can test the electrical integrity of a transducer and connected cable by using an ohmmeter to check the resistance readings across specific pairs of pins. The details of this procedure are carefully outlined in the relevant tension transducer instruction manual. If resistance values are off, broken wires are sometimes at fault, either in the cable, or in the transducer.
In the case where some tension output is showing on the meter of the connected electronics device, but the tension reading appears to be incorrect, we typically ask the user to look at the calibration of the tension transducers to the electronics that they’re connected to. The tension reading on the meter display needs to read zero (0.0) when no load is being applied to the tension transducer roll. Then, when a known weight is hung over the transducer roll, following the same geometry as the web path (shown in the image below), the tension readout should match the known weight. If it doesn’t, the calibration potentiometer in the controller (or indicator) needs to be adjusted until they match.
Q: What is the worst-case scenario if the tension is ‘off’?
A: The worst-case scenario in any production facility is any case that causes down time in a process line. If the actual tension in the web is far from the value that we need our control system to make it, then the worst case is that production has to be stopped until the maintenance team and the tension control technical support staff can trouble shoot the root cause of the problem.
The problem could be with the tension transducers, the tension control electronics, or the tensioning device and related electronics, or it could be a problem somewhere else in the line.
Fortunately, in our case, Dover Flexo has over 100 years of combined tension control technical support expertise on staff; so, most customers never have to face an extended down time scenario. We can advise customers as to what spare parts they may want to keep in their parts inventory in the event of a tension control crisis. Customers should feel confident that with our 24/7 friendly and efficient technical support they’ll be rewarded with the high-quality production output that comes from consistently correct running tension.
Q: What sectors of the flexible packaging industry do you service most?
A: When you refer to sectors, if you mean what the end use of the finished product is, then we would have to be talking about printing on thin, expensive, extensible films for consumer product labeling. This is an area where the manufacturers running the printing and finishing processes can’t afford to waste rolls of expensive substrate while trying to achieve high quality.
The economic driver for installing (and servicing) tension control equipment is the criticality of high quality in the finished product. If the flexible packaging producer can’t afford end results that include wrinkles, curling, stretching, mis-registration and other cosmetic defects, then they will be employing any means of tension control that they can to improve the sub-processes involved.
The consumer demand for stunning graphics on the packaging of the products they purchase drives the demand for more complicated processes in the decorative labels market. So, ultimately, the competition between the consumer packaged goods manufacturers is what drives the need for high-end tension control solutions.
Dover Flexo Electronics
(603) 332-6150
www.dfe.com/
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!