Technology: Film and Substrate Curing
E-Beam Curing: A Sustainable Packaging Solution
Further to the usual technical and commercial problems that must be solved on a daily basis, printers of flexible packaging materials are increasingly confronted with several issues that must be dealt with. Packaging is becoming a commodity because there is steep competition – especially from developing countries that have lower labor rates and overhead costs. Increased market growth and competition forces converters to be more productive, which leads to consolidation, closures of obsolete plants and new equipment purchases.
The change in the macroeconomic picture in packaging in turn is changing market conditions for package printers. Runs are getting shorter because of the social evolution of society and finished packaging products are being shipped across various countries. Quality requirements are also increasing. Last but not least, sustainable packaging, lower carbon footprint targets and high energy costs are forcing printers to look at technologies that are environmentally compliant. Sustainability is a driving force in manufacturing. The topic finds great attention in trade of consumable goods and in the packaging industry. It is interesting to note that no common agreement on the definition of sustainable packaging exists. But what is sustainable packaging? Let’s have a look at how the Sustainable Packaging Coalition (SPC) defines the term1:
- Is beneficial, safe and healthy for individuals and communities throughout its life cycle
- Meets market criteria for performance and cost
- Is sourced, manufactured, transported, and recycled using renewable energy
- Maximizes the use of renewable or recycled source materials
- Is manufactured using clean production technologies and best practices
- Is made from materials healthy in all probable end-of-life scenarios
- Is physically designed to optimize materials and energy
- Is effectively recovered and utilized in biological and/or industrial cradle-to-cradle cycles.
Several factors influence the decisions to be made. The right choice of printing equipment, for instance, depends on the customer base and the type of printed products to be made. An important factor is the choice of the appropriate drying technology. It not only is an important factor in energy consumption, but it also has a great influence on the type of products that can be printed and on the quality of the printed products. Thermal drying for water and solvent-based inks and coatings consumes a lot of increasingly expensive energy and produces heat that can damage the substrate. It also emits volatile organic compounds (VOCs) and is a source of CO2. The alternative is radiation, or as it is now called, energy curing (i.e. EB or UV). Before looking at these two drying or curing methods, let’s review the main printing processes used in packaging:
• Gravure: Gravure printing has been the printing method of choice for many years because of its high-quality print. Runs of 50,000 meters are a minimum requirement. Printing inks are relatively inexpensive, and the production speed is relatively high. Also, there are several established ink suppliers. The disadvantages are its high preprint costs (gravure cylinders), long setup times and high costs for thermal drying energy, solvent recovery or incineration and CO2 reduction. EB or UV curing cannot be used in gravure printing because of the low viscosity of the inks.
• Flexo: Flexo printing, or flexography, has remarkably progressed over the past several years. Significant development came when flexography plate manufacturers provided improved quality and print resolution. Several suppliers provide solvent- and water-based flexo inks so they are moderate in price. It is used by small- to medium-sized companies producing a relatively good quality. This printing method is growing quite rapidly and is the dominant printing method for packaging in the Americas and Europe. This is due to the improved print quality and market movement to shorter runs. However, energy consumption is high and the users deal with the same problems as the users of gravure printing in terms of carbon footprint and VOCs.
• Web Offset: Offset, or lithography, is a printing technology featuring high print quality with lower prepress, set-up and operating costs. Photographic plates used as the image carrier cost a fraction of gravure cylinders and even flexo plates, whose prices have come down significantly in recent years. The print quality is high and allows for consistent execution of color from run to run. In the U.S., web offset printing has been in use for more than 20 years for package printing. The development of web offset printing presses featuring variable sleeves for fast change of the print format opened doors for shorter print runs.
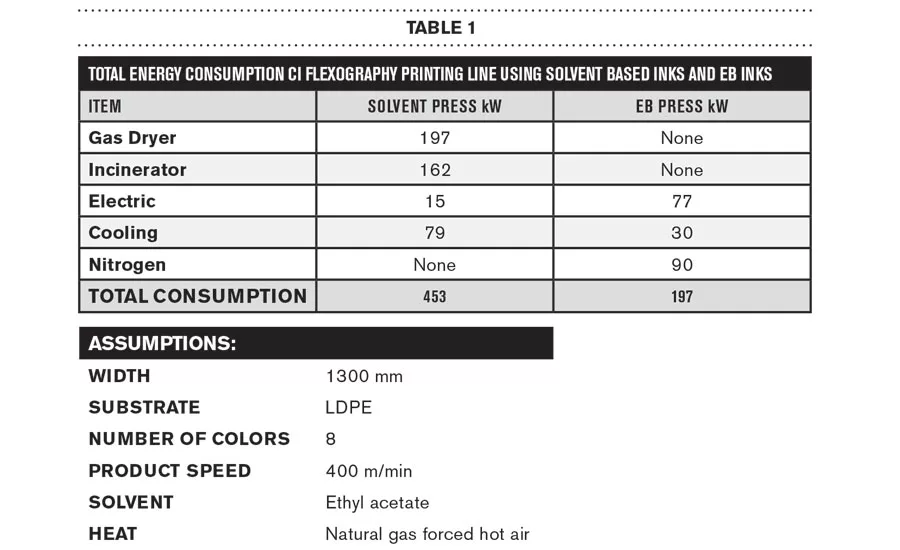
To address the shortcomings of flexo printing, UV curing was introduced. Print quality of UV-cured flexo improved substantially, and VOC problems also were addressed. In the past few years, several flexo stack presses and a few central impression (CI) flexo presses were equipped with UV curing systems, replacing the thermal curing ovens between the ink stations and the overhead dryer. But the success of UV curing in flexography was moderate because of issues related to UV curing in terms of food packaging and running heat-sensitive substrates, and remains limited to inline presses and for substrates that are not heat-sensitive. To overcome the deficiencies of UV curing in flexo printing, the latest and most revolutionary development is the EB flexo2, 3 process for CI flexo presses. The process allows printing of eight or 10 colors wet-on-wet and EB curing of all ink layers after the last printing station, without interstation drying. A couple of innovative methods have been developed to facilitate wet trapping of inks at high speeds. The print quality is very high with an extremely low dot gain, improved resolution (up to 70 lines per cm), higher gloss, more intensive pigmentation leading to low ink consumption, and superior abrasion, wear and chemical resistances. As is the case with all EB applications, energy consumption is considerably lower than any other drying method.
In terms of web offset printing, specifically the new variable sleeve web offset presses, EB curing has been used to dry wet-on-wet printed offset inks without interstation drying. Today, EB drying in web offset is used not only for printing on rigid packaging, but also increasingly to print on clear, opaque or on metallized film for flexible food packaging. Often a clear protective varnish is applied over the wet inks and EB-cured or dried inline with the inks. In some cases, EB laminating adhesive is applied inline with printing, of which EB cures the adhesive and inks together.
Energy Curing: UV and EB
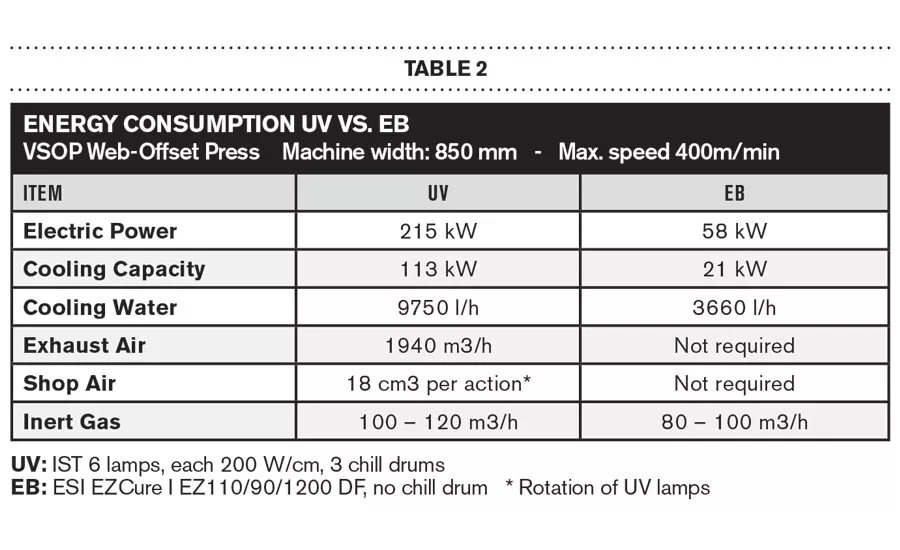
Ecology, economy, new printing technologies, and the use of new, often less expensive heat-sensitive substrates demand new methods for drying printing inks, varnishes and adhesives used in packaging. Both UV and EB meet the new and challenging demands and offer a range of attractive advantages as well as offering a sustainable option. Here’s a closer look at UV and EB curing when the energy requirement is considered on a solvent-based printing press.
UV
UV curing has been used on a large scale in the industry for more than 30 years. UV-curable chemistries, such as inks, varnishes and adhesives, are available worldwide from many formulators and suppliers.
• Advantages: UV equipment is generally small and compact, easy to integrate into printing machinery and consumes less energy than thermal dryers. Additionally, the cost per unit/lamp is relatively low. This allows for interstation curing between decks.
• Disadvantages: UV light is an electromagnetic wave. It does not have the ionization potential to initiate free radicals for the polymerization reaction. Photoinitiators (PIs) are necessary to initiate the free radical reaction, which is propagated to polymerize the ink or coating. These PIs have a propensity to migrate and therefore have restricted use for food packaging applications. PIs also have a strong odor, which often remains in the dried inks. PIs are also the most expensive ingredient in a UV ink or coating. UV curing also generates a lot of heat due to IR radiation, making it unsuitable for thermally labile films. Finally, degradation of bulbs results in cure degradation, which can cause product quality issues.
EB
As mentioned before, EB curing of wet-on-wet printed offset inks without interstation drying has been an established technology in web offset printing for more than 20 years. New is the use of EB to cure inks in flexography on CI flexo presses. Today, EB drying is not only used for printing with rigid materials, but increasingly to print on various types of plastic film for flexible food packaging. Often a clear protective varnish is applied over the wet inks and EB-cured or dried inline with the inks. Or an EB laminating adhesive is cured inline with the offset or flexo inks. EB inks, varnishes and adhesives are available from an increasing number of suppliers. Additionally, EB inks are less expensive than comparable UV inks because of the lack of PIs.
• Advantages: Modern EB dryers are small and compact. They fit into existing and new printing presses, are very reliable and offer high processing speeds at considerably lower energy consumption than UV and thermal drying. EB curing provides the lowest energy consumption.
• Disadvantages: Electrons are negatively charged particles circling around the atoms in every material. When accelerated, they are absorbed in the material in its path. When they are absorbed, electrons transfer the energy to the material and can modify its molecular structure. This modification of the molecular structure is most common in organic structures, especially those with carbon hydrogen moieties. The resulting reaction by absorption is crosslinking or chain scission. Care must be taken when using new and untested materials. The dose requirement of today’s inks and varnishes is, however, so low that most substrates can be used without suffering from undesirable effects7, 8. Another disadvantage is that curing of varnishes and inks must take place under an inert gas. Oxygen is a quencher of the free radicals. A perfect curing of the surface is inhibited if the process takes place in air. The inert gas used is nitrogen. For laminating and crosslinking operations, inerting is not necessary. The inert gas consumption depends on web width, production speed and design of the inerting device of the EB dryer. Typical consumption for a modern EB dryer on a 90 cm-wide printing press operating at 400 m/min is 80 to 100 m3/h. Finally, there’s capital equipment cost. Even though the price has dropped down in recent years, EB units are still priced higher than a thermal dryer or UV equipment
EB for Food Packaging
Food safety is of great concern when printing, varnishing or laminating material destined to be used for primary food packaging or packaging where the converted surface is in direct contact with food. Specific agencies, such as the FDA in the U.S. or BGA in Germany, must be followed. Inks or other chemicals that are in direct contact with food, or that may migrate through the packaging material into the packed food, may not contain substances that are unsafe for human consumption.
To meet food packaging regulations, it is important that inks, varnishes and adhesives are fully cured and do not emit any undesirable substances – either directly into the food, when in direct food contact or through migration through the packaging material. It also is important that inks, which are energy cured by either EB or UV, are completely cured.
This requirement is met when using electron beam. EB does fully penetrate any and all layers of inks and/or varnishes and the curing is complete. The flux of electrons to the surface to be cured is continuously and in real-time measured and controlled. The electron output is adjusted automatically to the line speed. This feature ensures that the selected curing dose (or number of electrons) is applied to the layer to be dried at all times and all machine speeds. The machine speed is automatically reduced should the electron output be reduced. The printing press will automatically shut off if there are no electrons.
EB curing – either by the EB-CI flexo process technology or by web offset technology – provides one of the most economical and lowest carbon footprint option. At the same time, it also provides capabilities of running a wide range of different substrates at very high print quality. EB inks are food packaging friendly and contain no VOCs. EB is indeed one of the curing options that helps to provide sustainable packaging.
Energy Sciences, Inc. (ESI)
(978) 694-9000
www.ebeam.com
- Sustainable Packaging Coalition c/o Green Blue, Charlottesville, VA, USA
- “Method and Apparatus of Flexographic Printing with Energy Curable Inks.” EP 1480 819 B1. Laksin Mikhal et al. Sun Chemical Corporation. April 29, 2009.
- “Inks For Use in Flexographic Printing Process.” US 8,729,147 Baptista Valter et al., Technosolutions Inc. May 20, 2014.
- EZCure (Easycure). Trademark of Energy Sciences, Inc., Wilmington, MA. USA.
- VSOP (Variable Sleeve Offset Press). Trademark of Mueller Martini Germany.
- Andrew Myktiuk, Flexible Packaging, May 2006. Cover story “Gateway Packaging.”
- Imtiaz Rangwalla, Energy Sciences, Inc.: “Influence of Electron Beam on Some Polymeric Substrates,” TAPPI PLACE, 2005, Las Vegas, Nevada, USA.
- Tom Dunn, Printpack Inc., Food Packaging Alliance, RadTech International NA: “Effects of Electron Beam Curing Energy on Plastic Films,” SPE Flexible Packaging Conference, March 2005.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


