Converting: Q&A
Converters and the Evolution of Dyne Level Testing

Flexible Packaging sat down with Tom Gilbertson, V.P., application engineer at Enercon, to discuss dyne level testing in the converting and extruding industries.
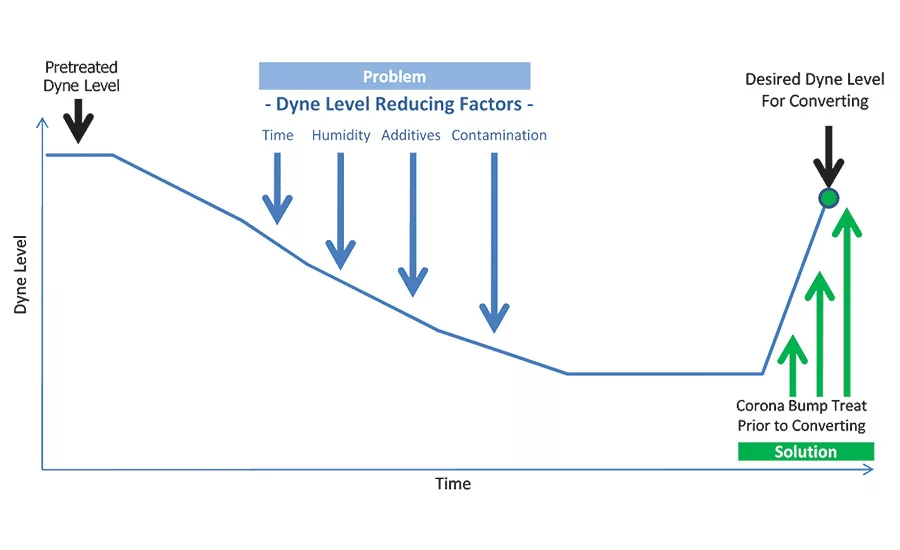
Dyne level testing measures changes in a film’s surface energy, and it provides end-users the ability to prescribe a dyne level to a specific converting application, such as adding ink coatings or adhesives. Also, a film’s surface energy can change after the film has been treated by an extruder and then delivered to a converter.
Gilbertson spotlights the changes made to the dyne level solution, changes in dyne levels after leaving a film extruder, operator challenges and the best dyne level methods to use in today’s plant. (The interview has been edited for clarity and print publication.)
How has dyne level testing changed for converters and blow-film extruders over the years?
Gilbertson: The number one thing that’s changed relative to dyne testing is the solution itself. For years, dyne solutions were a mixture of two solvents and, based on the proportions, you would get a dyne number and a formula for a 31 dyne, a 32 dyne, 36 dyne, etc. So you had a formula that you followed and it was a known formula.
However, the industry has moved away from these solvents due to environmental reasons and turned to glycol-based chemistries, and this change has happened under the radar. There hasn’t been much marketing or education for end-users on these changes.
Also, ASTM International, formerly known as American Society for Testing and Materials, implemented standard test methods in the past for the older solvents, but that hasn’t resurfaced for the chemistries.
So, now, industry is using older test methods and may or may not be applying that same method using the current glycol-based dyne solutions. Plus, there are confusing instructions on the dyne test packages. So we’ve taken a test method that was already difficult and we’ve changed not only the methodology, but we changed the chemistry.
So it sounds like it could be a challenge in training new operators at converting plants?
Gilbertson: In an industrial environment, processes and test methods are carried forward due to inertia. Some converting plants are comparing dyne level testing to data they collected on their finished goods from months or years ago via older solvent-based dyne solutions. Many don’t even know the dyne level solution has changed.
New operators are conducting tests, and converters are seeing unusual dyne test results and delays with production. That’s why Enercon is educating customers on dyne level testing and providing as much information on the updates in this discipline.
What is Enercon’s approach with customers on dyne level testing?
Gilbertson: Number one, I have to go back to zero and explain what a corona treater does. A corona treater is designed to ionize air in a gap between an electrode and ground roll, and films passing through this air gap are exposed to the corona that increases the surface energy. This enables wettability and promotes adhesion of inks, coating and adhesives.
Second, I provide as much context with dyne level testing, the main purpose and specific application information. There are multiple ways to do the same test, and some are more appropriate when you’re at the site of a printing press, for example.
And some of those test methods are better when you take a sample and you put it in the quality control lab and run it there. It’s getting operators and management educated and relating to their application. Whether the person’s printing, coating or laminating.
Can you talk about the dyne level testing methods and applications?
Gilbertson: For the Cotton Swab Method (or ASTM method), you’d use an eyedropper-style cap to place drops of the solution from a calibrated dyne level solution container to the tip of the sterile applicator swab. Then you use enough solution to coat the tip of the applicator, but not so much that it drips onto the sample.
Then the solution is spread lightly over approximately one square inch of the test material.
If the wetting solution stays intact for two seconds, the treat level is at least as high as the dyne level of that solution. Realistically, this methodology isn’t going to happen at a converting plant. The only way to use the Cotton Swab Method is in a quality control (QC) lab or an office where you can take a sheet of the material, lay it on a table and then conduct your test.
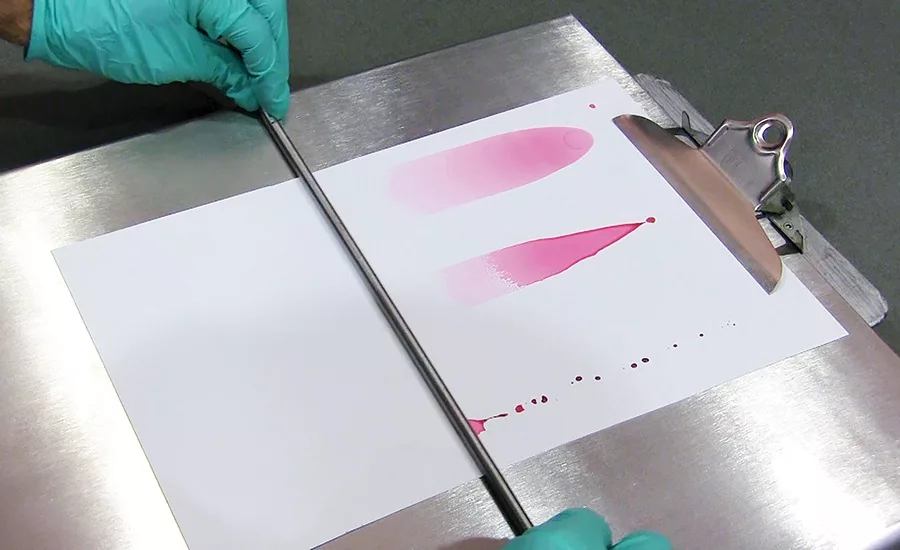
This is a similar scenario for the Mayer Rod Method (TAPPI Test Method T 552), which is the most accurate of the dyne surface energy measurement tests for polymeric films and coated surfaces.
This method includes a substrate sample clamped to clipboard, a #4 or #6 wire-wrapped Mayer rod and three drops of solution are added. The rod is drawn on all three at one time. So you have something to compare immediately, and the Mayer rod, by nature, spreads the solution evenly and removes human error.
The simplest and most common form of dyne testing is conducted with dyne pens. Dyne pens offer an efficient tool to measure dyne levels, but they do have drawbacks. The tips of dyne pens can become contaminated from contact with surfaces, the pens only test a small area of the film and they are highly dependent on the operator’s interpretation.
While there is a convenience factor and a safety factor with dyne pens, I recommend to do both Mayer Rod testing and dyne pens.
For more on this topic, visit Enercon’s Library section on its website.
|
Best Practices for Dyne Level Testing
|
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






