Technology: Labeling
Solutions for Static Control on a Pressure-Sensitive Labeling Line
A recent webinar provides insights, best practices on resolving excessive static control for pressure-sensitive label applications.

Kelly Robinson, the owner of Electrostatic Answers, recently presented a webinar via AIMCAL on why pressure-sensitive (p-s) labeling applications are prone to static control failure and revealed solutions for mitigating this challenge. The webinar serves up a deep dive into all things related to static control, including how extreme polarity can decrease line utilization rates.
Robinson, a consultant and IEEE fellow, kicks off the webinar with extensive information around failure modes and static control sources on the production line. While an error rate of one label of out 100 will give you 99% efficiency, Robinson says packaging operators need to shoot for reliability rates of one out of 3,000.
Besides failure modes, Robinson’s presentation includes information on p/s labels lack of strength, static created during substrate separation and combatting sparks from static that can damage thin, silicone layers.
Robinson also demonstrates how the drive for thinner label substrates can lead to more static. For example, the presentation offers up an analysis of PET labels approximately 7 in. long x 2.5 in. wide, and demonstrates how the substrate will not support its weight over a cantilever beam — similar to nips in a labeling line — and is prone to more static forces.
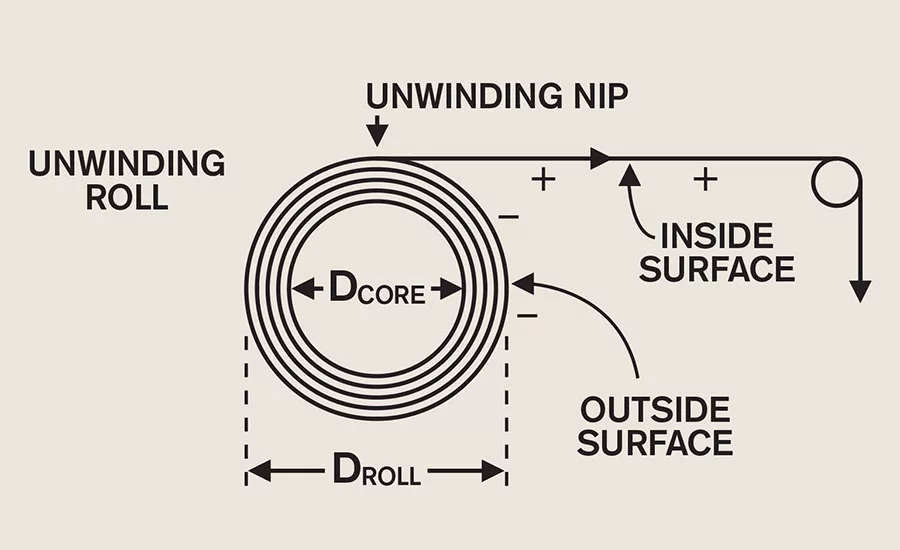
The presentation also reveals a big problem for labeling applications due to field meters showing a balanced charge when substrate peel — top label and bottom liner — in a roll-to-roll operation. “In this case, the outside of the roll goes negative and the bottom surface of the web is positive, a balanced charge, and that’s just from separating two chemically different surfaces at the unwinding nip,” says Robinson. “As the roll continues to turn, those negative charges follow on the web as it moves and exits the web.”
According to Robinson, “The field meter sees this as a neutral charge (or balanced charge) due to the instrument responding to all of the charge inside the control volume.” Robinson also describes this action as tribocharging. Tribocharging is the principle that when two chemically different surfaces touch and separate, a charge is separated.
So polarity is created with a release liner and label adhesive.
Robinson also describes how a labeling line’s equipment, with its peel head, anti-curl bar, fixed pieces of metal and label release station, can even store a lot of charge. Other label application failures include static on the coating line from the release liner or coating defects or the label fold. Operator shocks are also possible during loading and unloading of used rolls.
So how can these issues be solved?
Mitigation efforts for pressure-sensitive labeling:
- The first thing is to improve charge control upstream of the peel head and make sure charge-neutral or charge-free web enters the peel head. Robinson says to use a field meter and review the unwinding roll and make sure that the unwinding roll has static that’s less than about 10 kV per inch. If it’s higher than that, it’s going to cause sparking that can be a problem.
- Focusing on the line at the unwind roll. For the unwinding roll, an active power static bar pointed at the surface of the unwinding roll in a location that’s relatively well protected from roll handling. A static bar will reduce the static on the outside surface of the unwinding roll.
- And then, after the first idler, a passive static or ionizing rod should be located to dissipate static on the inside surface of the web, exiting that unwinding roll.
In conclusion, Robinsons says two static dissipaters are effective solutions. One high-performance long-range ionizer and a standard, static dissipater should be sufficient for a roll-to-roll line. (For more details on why this works, see Kelly Robinson’s, “Controlling Static on an Unwinding Roll”).
In the questions and answers session from the webinar, Robinson also covered the effectiveness of passive ionizing bars versus power static bars. “Long-range ionizing rods are effective over a long distance, but these rods need to be close to the web, approximately ½ or 1 in. For winding and unwinding rolls, power static bars are needed.”
In summary, Robinson cites it’s ok to have a little static for a labeling application.
For more detailed information on the presentation, contact Kelly Robinson via electrostaticanswers.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







