Printing: Flexographic Printing
Printed Electronics and Functional Flexo Printing
Back in 2010, roll-to-roll printed electronics was the frontier of universities and researchers. It was also the year that a research associate from Clemson University needed a way to demonstrate the roll-to-roll printing processes for a course he presented on in February. Harper Corp. created a layout of a simulated electronic circuit, then laser engraved it onto a proofer rubber transfer roll and laser engraved the image on a ceramic proofer roll for direct gravure. This project was an introduction into the world of functional printing and helped to push the QD ink proofer project into a flatbed project printer.
The functional product manufacturers and researchers were familiar with screen printing conductive inks and other compounds needed for multi-layers for many years since screen printing has and still is producing many products like membrane switches, touch sensors, electroluminescence and so on. And back in 2010, flexography and gravure was considered to replace existing printing and production processes for printed electronics products. During this time, the concern specifically was with what feature sizes and at what throughput could be achieved by roll-to-roll printing. Other questions were: How thin of a solid line could be printed from the semiconductor side? How thick of a layer can be screen printed? How tight can registration be held? Harper was asked once if flexo could print 10 nanometer (0.01 microns) width lines, as is needed to produce semiconductors.
The first step was understanding what was expected for functional printing. Quickly, Harper learned that any printed line that needed to conduct electricity had to be continuous and uninterrupted for the electrical circuit to be usable, and any dielectric (insulation) layer must be pin-hole free to prevent shorting. One big factor was the cost of the inks, since they contain precious metals like silver to produce conductors like graphene. These inks do not lay down exactly like graphic inks, so finding the right anilox specifications and geometry to obtain the required results required much experimentation. The cost of a silver ink, for example, can be $1,000 per liter and silver nano tube $500 per kg. Such high costs make you think hard about waste control and recovery for liquid and printed waste.
Using the flexo process today for packaging and labels has been accepted as the best process when it comes to printed electronics. To get flexo to today’s graphic quality levels took a lot of development and advances from all involved in the process. Press, inks and press material suppliers all participated in its advancements. Now for the flexo industry, the master of dot creation and placement, to attempt to compete in functional printing is where the challenge is. There are two ways to look at flexo as a functional printing process: first, as stated earlier, determining if flexo can be used to replace an existing fabrication process, or if the process can develop products and devices that are designed around its capabilities. Lately, the latter has been a topic of discussion.
Looking toward the first approach, a concerted effort has been made by a few adventurous companies to see if flexo could produce TCF (transparent conductive film) to replace ITO (Indium Tin Oxide) typically coated by electron beam evaporation or a range of sputtering techniques for touch panels. There have been successes. This application pushes the process to thinner ink films and more narrow printed lines than is needed for graphics. With anilox volumes needed at and below 0.5 billion cubic microns and printed lines in the 10-to-12 micron ranges (1/6 the thickness of a human hair), this is challenging. Achieving these printing specifications will require a lot of rethinking of pressroom design, including controlling the air born dust like in a cleanroom.
On the second approach, there are companies like T-Ink who have developed breakthrough technologies designed to be integrated into labels, thereby creating a way for intelligent devices like cell phones to interact with the label without changing its marketing appeal. T-Ink’s capacitive read technology requires the printing of unique conductive ink patterns hidden beneath the graphics. Depending on the graphic design, this approach can use carbon conductive inks, which are on the lower cost end of conductive inks, transparent conductive polymers or silver nano-tube inks.
This creative approach requires deposit conductive ink thicknesses and printed patterns that are suited for flexographic printing. Conductive carbon inks require anilox volumes ranging from 10-to-30 bcm, the transparent conductive polymers can be in the 15-to-25 bcm range, silver nano-tube are in the 7-to-10 bcm range and silver flake ink can be from 2.2-to-6 bcm.
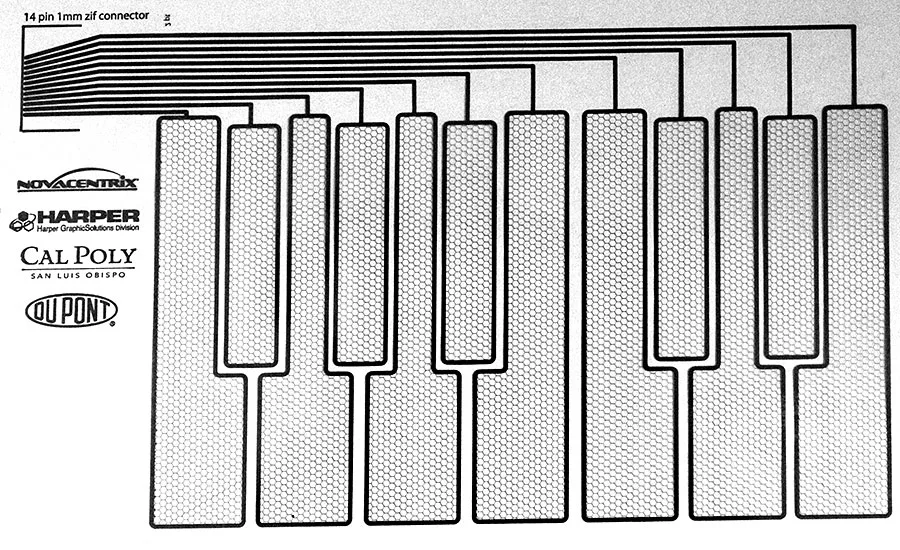
With one of its OEM partners, Harper was able to print a capacitive touch sensor using its QD flatbed printer. This sensor was then integrated into a hybrid electronic device that has been used at a number of trade shows to show the capabilities of flexo.
In summary, like all challenges, it will take fine tuning of the operational parameters to print functional inks – but it is doable. You will need to work with all your suppliers to find the right combinations and you will need to investigate the handling of the ink wastes. The carbon conductive inks are listed as non-hazardous, but the silver and nano tube inks need to be handled in an environmentally and safe way to meet compliance. If you are interested in functional printing, you will need to put together a team that includes experienced suppliers and universities who are working with flexo.
Harper Corp. of America
(704) 588-3371
www.harperimage.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





