Printing: Tension Control
Tension Control: Zone by Zone
As we’ve noted in past features, for the flexible package printer or converter who works with extensible films and materials, the fight to prevent defect-rendering process deviations is continuous. And this key to reliable defect prevention is the production team’s ability to measure and make machine adjustments that eliminate unwelcome deviations, like web tension transients. Given the opportunity to diagnose a web process problem in detail, technicians from a tension controls supplier are usually able to correct it by installing tension monitoring or control equipment at critical zones on the machine or web press.
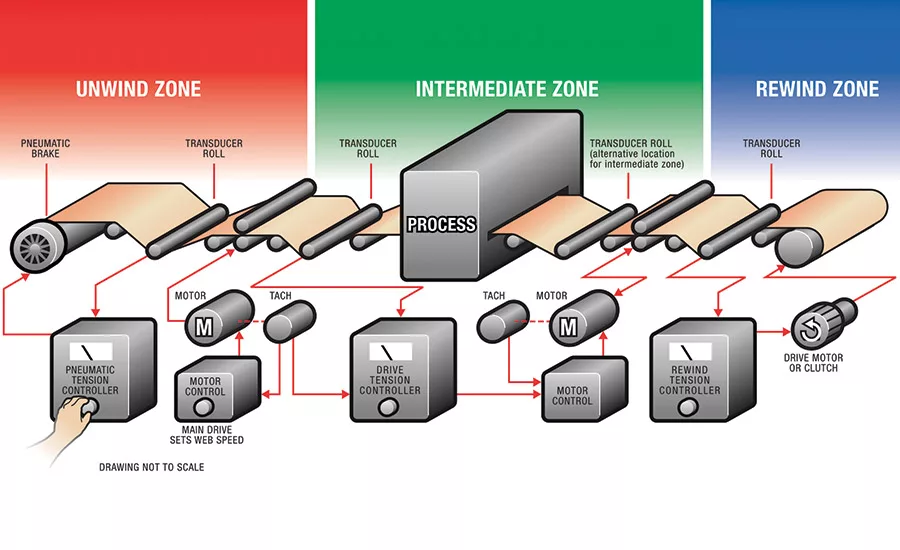
A tension zone is any segment of the press in which the tension on the web (in the machine direction) is isolated from other parts of the process. This occurs between driven rollers, between the unwind stand and the first driven roll or nip, and between the last driven roll and the rewind stand. Being that tension control is so important to the package, it’s always worthwhile to occasionally review some of the basics when it comes to the three different zones.
The Unwind Zone
Tension in the unwind zone can be controlled by a pneumatic brake, an electric brake or a regenerative drive. During machine operation, the measurement signal from the tension trans-ducers is input to an automatic tension controller. The controller compares the actual tension to a desired tension set point input by the operator and sends a signal output to the control device.
The control output signal to the unwind decreases the roll diameter decreases in order to maintain tension going into the next tension zone.
The Intermediate Zone
A web process may involve one or more intermediate zones. This can occur prior to the main drive station, after the drive station or both prior to and after the station. In this zone, the transducer signal is used only to “trim” the line speed signal as a follower of the main drive speed signal. This is usually at 5-10 percent of the maximum controller output.
When controlling a nip prior to the main drive, the tension controller output slows down the nip to create the correct tension with respect to the main drive section. If the tension-controlled nip is situated after the main drive, then the output increases the nip speed to create tension. Each section must have a positive grip on the web.
The Rewind Zone
Proper rewind tension control is essential to winding a consistent, unflawed roll and to prevent starred ends, telescoping or offset edges of the finished wound roll. The tensioning device to be controlled is usually an electric clutch or a variable speed motor drive.
Taper tension, a feature of the rewind controller that causes its control output to gradually reduce as the roll builds, is used depending on the maximum finished roll diameter and surface characteristics of the substrate being wound. Winding with taper tension reduces the incidence of telescoping and starred rolls.
Dover Flexo Electronics
(603) 332-6150
www.dfe.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







