Case Study: Automation
The Final Process: Packing Granola
Riverside Natural Foods turned to Schubert for a flexible automation solution.
Riverside Natural Foods opened its doors in 2013 in Vaughan, Ontario (Canada), as an innovative start-up company manufacturing a variety of snack products. All Riverside products are free from common allergens and made entirely with organically grown ingredients. The company sells bite-sized granola minis and bars in more than 8,000 stores in Canada and the United States. Until recently, Riverside packed its snacks semi-manually. The company’s growth called for investment in a fully automated solution. Since March 2018, the company has relied on packaging technology from Schubert (www.schubert-na.com) for the final packaging of its granola minis products.
In addition to the technical aspects, the Canadian customer was impressed with the system’s compact design and quick format changes. Another factor in favor of Riverside opting for Schubert was the supplier’s geographic proximity — Schubert Packaging Automation’s Canadian office is only half an hour from Riverside’s production site.

Riverside ordered a TLM picker line from Schubert with five sub-machines for the final packaging of its MadeGood brand of granola minis. The TLM machine was intended for the final packaging of flow-wrapped granola minis with packages of different flavors into a variety of carton sizes and in special bag formats. Schubert developed various packaging sizes, which were created in close collaboration with Riverside in terms of packaging design and ideal machine operation.
Growth Called for an Automated Solution
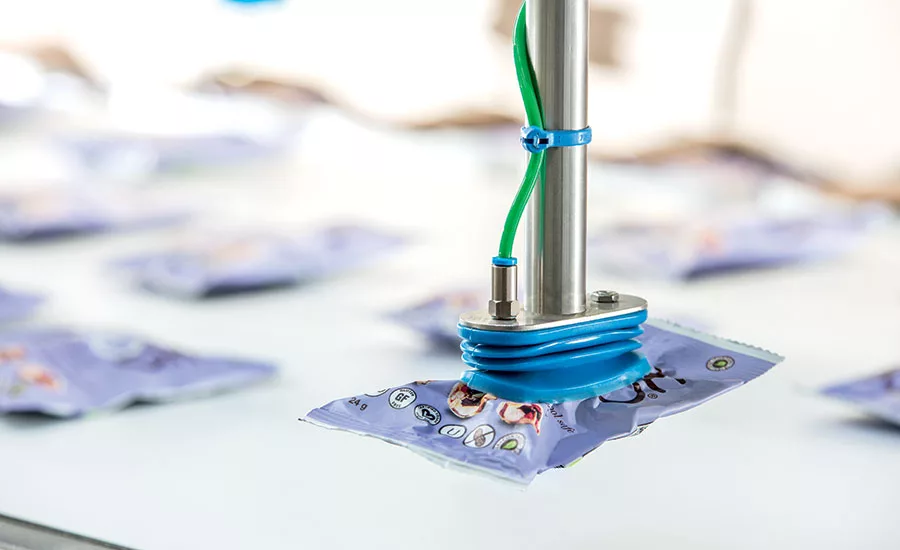
Riverside produces the granola minis in five different flavors: chocolate chip, mixed berries, apple cinnamon, chocolate banana and strawberry. Currently, the snacks are packed in boxes of four, five and 28 packs, each with one flavor. Five identical pick-and-place robots place up to 400 bags per minute into boxes at the Riverside site.
Moreover, different flavors can be intelligently pre-grouped with the help of Schubert’s Transmodul transport robot and the use of an image recognition system, so that the granola minis can either be automatically packed on the TLM machine or, as an option, manually packed in large bags of 20 products each. The products are fed by three identical vertical TNA flow-wrapping machines with a capacity of up to 150 bags per minute.
PreSorting into Different Formats
For packaging in cartons, the products of one flavor are fed along up to three of the system’s continuously running conveyor belts. At the same time, the different carton blanks are automatically taken out of the magazine, and then erected by an F2 robot and glued together. The Transmoduls transport the boxes to the next station, where five F4 pick-and-place robots fill them with the products.

Two scanners detect the orientation and position of the flowpacks over a width of 600mm. This information is transmitted to the F4 pick-and-place robots for the correct pickup and placement of the flowpacks in the boxes. The filled boxes are then transferred by a first F2 robot to a vacuum conveyor and there, closed by a second F2 robot in one step and placed on the outlet conveyor.
For the special format packaging of the flowpacks into larger pouches, the scanner also recognizes the flavor based on product color. This enables the intelligent pre-grouping of granola minis with different flavors, which are supplied unsorted on the product belt. The flowpacks are pre-grouped in groups of four — each with two flavors — on the Transmoduls and transferred to the output conveyor by means of an F2 robot for further processing by Riverside.
The color recognition function for the pre-grouping of different flavors was not originally part of the machine order. But Schubert was able to integrate this subsequently on site, in time to put the system into operation.
The Schubert machines’ modular TLM technology offers high-level scalability and flexibility, so Riverside’s growth can continue unimpeded. Expansion of either the product range or performance can be implemented quickly through additional modules or robot tools.
“We look to Schubert to deliver superior engineering, efficiency and flexibility while maximizing floor space optimization. Local support and service was also an important decision factor. We are optimistic that this solution will help with our growth,” says Nima Fotovat, president of Riverside Natural Foods.
|
Machine Facts
|
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




