Machinery Technology: Case Packing
Maximizing case packing flexibility
Know the basics of today’s case packers and select the right OEM partner.

An X/Y pick-n-place servo system packing cases. (Courtesy of Brenton Engineering)

A vision-guided top load case packer with dual multi-axis robots. (Courtesy of Brenton Engineering)
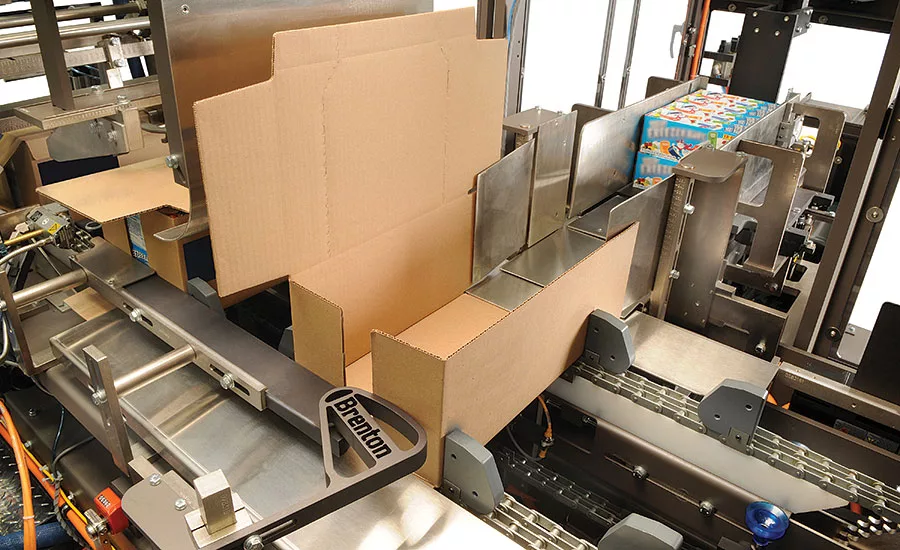
Cross pushing collated packaging into a case via side loader. (Courtesy of Brenton Engineering)

The in-feed collation process. (Courtesy of Brenton Engineering)
The majority of consumer product companies in the market today for a custom high-speed case packer want that machine to be flexible. They explain that their proposed packaging line will run multiple types of packages, and that it is important to be able to accommodate packages that haven’t even been designed yet. Those current and future packages will be presented to the case packer in various orientations for potential shipment in regular slotted container (RSC), half slotted container (HSC), trays, five-panel wraparound, harness style wraparound and other style cases.
Manufacturers and co-packers want the freedom to ship products not only in case counts of 12 and 24, but also in counts of 4, 6, 8 and 10, depending on customer requirements. However, the case packer must enable high throughput by minimizing changeover time as well.
The desire for maximum flexibility is required to satisfy today’s retail environment where big box, online, and small and mid-sized specialty retailers all compete for shopper loyalty and patronage. Retailers want products delivered on demand and shipped in a case that minimizes handling and waste. To attract and keep shoppers coming in, they also want product innovations on their shelves and websites.
This is quite a list of demands to place on a piece of machinery that has traditionally been engineered to run a minimum number of configurations, at high speed, for 5 to 15 or more years. Where should the manufacturer and co-packer begin when looking for maximum flexibility in a case packer?
- Before meeting with the custom original equipment manufacturer (OEM), develop a list of specifications that accurately reflects the expected diversity on the line.
- Understand the basic capabilities of top load and side load case packers because they are quite different.
- Find and work with an OEM that the acquisition team trusts, because there are bound to be tradeoffs and compromises.
Before meeting with the OEM, Brenton Engineering, a Pro Mach business, advises its customer to identify the range of variation expected. Bring the following to the initial meeting with the OEM:
- The type of products to be run on the line over its lifecycle
- The range and type of packaging expected
- Package dimensions
- Production rates
- Package orientation as it is conveyed from upstream processes
- Desired pack patterns
- Desired case formats – RSC, HSC, tray, wraparound, harness style, etc.
- Special considerations; for example, dividers between glass bottles
- Case dimensions
- Range of packages per case
- Estimate of the number of changeovers per shift
- Estimate of space allocated for the machine
The production rate, product orientation, types of packaging and pack pattern information are foundational for developing a collating solution. OEM design engineers can then generate the most critical aspect of case packing – product handling – to build the collation. Case dimension and type provide the OEM with the data for the case forming machinery. Changeover information is vital to identifying the optimum motion actuation solution.
Top load case packing
This type of packing is ideal for pillow bags, pouches, flow wrap, trays, cartons and bottles. In a top load machine, an X/Y gantry picks, lifts, moves over and drops layers of collated packaging into a case.
The other top load option is to have a multi-axis robot pick, arc over to the case, and lower packaging into the shipper.
Because of their flexibility of motion, robots can be faster than gantries through a more efficient arc of motion. End of arm tools for both X/Y gantry and robots typically rely on vacuum to grip the packages, though other mechanically or pneumatically actuated gripping tools are sometimes utilized, depending on the product. Lighter, more fragile packaging such as pillow bags, pouches, flow wrap, trays and cartons are ideal for the vacuum pick n’ place. Bottles are also often top loaded as well if they can be handling by the pick-and-place mechanism.
Top load case packing typically involves RSC, HSC and trays. For some specialty applications, wraparound cases can be used, but this is not a mainstream application. The average top load rate of 30 cases or trays per minute can be increased by adding additional gantries or robots. Since top load case packers require free standing case erectors and case sealers, these systems can often times have a larger footprint than side load case packers. X/Y gantry systems are less costly on average than robotic systems. Robots, on the other hand, are relatively maintenance free and can be reapplied to other areas of the plant after line decommissioning.
Side load case packers
Side load case packers are slightly more expensive, but also more universal in terms of products and cases. These packers form products into pack patterns and cross push the products into a case.
For example, cartons are collated, up-stacked and cross pushed into a carton; while bottles are lane divided, indexed into a pack pattern and then cross pushed into the case. Except for pillow packaging, which does not typically work well with cross pushing, side load machines are appropriate for all styles of packaging and corrugated cases. Integrated corrugated handling and gluing systems reduce machine footprint. Intermittent side load case papers index product into the case at typical rates ranging from 25 to 40 cases per minute. Continuous motion side load case packers can reach rates of 75 cases per minute and are usually reserved for cartons and bottles. While continuous motion case packers can accommodate all classes of corrugated, wraparound cases and trays are most commonly used in these high-speed side-load systems. Customers typically spend more for side load systems as compared to top load.
The limits of flexibility
To explore the limits on flexibility, consider the ripple effect of changing from a 12-count case on a side load intermittent motion machine to a six-count case. The entire corrugated handling system will need readjusting to accommodate cases half the size. The collation and indexing will have to be changed.
The speed at which product is indexed, crossed pushed, and cases formed or erected, needs to double. Downstream, the palletizer will be dealing with a new pack pattern and twice the incoming number of cases. The effect of every count change ripples throughout the entire system.
The more flexible the system is, the greater the number of technical challenges. These challenges come with a consequent increase in cost and complexity. Sometimes the fix is relatively simple. For example, add additional robots in a top load machine, or for cross load applications make it a two machine solution – one for smaller cases and the other larger. Because of the ripple effects across the entire end of line from greater variation, manufacturers and co-packers increasingly engage custom case packing OEMs with system integration experience for turnkey integration of the entire end of line. The turnkey OEM designs in flexibility from end to end.
A piece of advice that customers should heed: “Before selecting the custom OEM for a case packer/turnkey integrator project, meet with other customers of the OEM and tour their facilities,” says Jason Enninga, vice president of sales for Brenton Engineering. “Talk to plant managers, operators and maintenance personnel. Find out about ease and speed of changeover, day to day operations and living with the machine, operating costs, support, training, documentation and cost of ownership. There are no absolute guarantees, but referenced accounts offer a powerful tool for finding the right supplier for the flexible case packer.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



