A Comparison of Folding Carton Substrates and Appropriate Applications
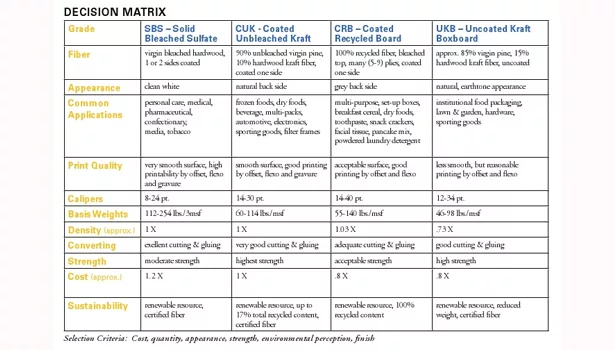
Image courtesy of Zumbiel Packaging
In today’s packaging landscape, the choice of raw materials can be daunting. Substitutions are sometimes made with little or no regard to suitability, nonetheless, the differences in paperboard properties and appropriate application are creating some interesting nuances in today’s recovering economy. The choice of substrate is influenced by a number of key parameters including the requirements of print performance, product protection, design features and requirements, sustainability and overall value.
Print Performance is a key object for paperboard packaging. Traditional print technologies such as sheet and web offset lithography, flexography and rotogravure are being supplemented by digital printing, laser imaging, ink jet and rotary screen. It’s a modern miracle that packaging substrates can and do perform suitably with each of the processes. Inks and overprints may be aqueous, solvent based, oil based and so on. They may cure by a variety of mechanisms, e.x. oxidation/polymerization, UV, IR, EB etc. Finally, it’s interesting to note that packaging solutions often employ more than one printing process in a single package.
Product Protection is important since the contents as well as the package itself must survive the rigors of distribution through filling, packing, palletizing, transportation, retail and consumer handling. Damaged packaging can result in unsalable products which take an enormous toll on profitability. Dry and frozen foods, personal care products, beverages, pharmaceutical, automotive, hardware, toys and electronics all require differing sorts of protection – temperature, shock resistance, barriers for water, humidity, bleach, alcohol, grease, blood, oxygen and so on.
Design Features and Requirements such as the size and style of the primary package can greatly influence the choice of substrate. Panels, windows, opening, closure, filling line requirements, end-use and end-of-life scenarios may favor one material over another. The grain orientation of a package is also influential since properties such as stiffness and tensile strength are favorable in the one direction whereas tear strength excels in the opposing direction. The proportional differences depend on the type of fiber, density and forming method of each material.
Sustainability is increasingly important in packaging substrate decisions. While paperboard packaging may represent less than 5% of a product’s overall carbon footprint, it is perceived to be much more than that. Indeed, 60% of all packaging in the U.S. is ultimately landfilled, and initiatives such as packaging scorecards and extended producer responsibilities are raising the bar. Factors such as the use of certified fiber, renewable materials, recycled content, recyclability, biodegradability, compostability, package-to-content weight ratios and cube utilization are all tied to these decisions. ¹,²
Overall Value can be defined as the expectation of benefits gained for the price paid.³ Sustained value can be described as the customer’s willingness to specify, utilize, pay for and reorder a given level of quality or service at a given price. Low cost materials and packaging solutions are acceptable for some lower margin product categories but would be unacceptable for others. So, with these considerations in mind, an introduction to the types of paperboard follows including Solid Bleached Sulfate, Coated Recycled Board, Coated Unbleached Kraft and Uncoated Kraft Boxboard.
Solid Bleached Sulfate (SBS) is a prominent packaging material in North America made from mostly hardwood, first generation, chemically pulped fibers that are subsequently bleached, refined and formed in one ply on fourdrinier-type paperboard machines. SBS is white on both sides and throughout the sheet. The relatively short hardwood fibers are coated and polished, creating an impressively smooth print surface that accommodates the highest quality imaging by offset, flexography and gravure. This ultra smooth surface also forms an ideal foundation for film and metallized foil lamination. Most SBS products are coated one-side only (C1S), but some may be partially or fully coated on the back side as well (C2S). SBS generally performs well for embossing, gluing and high-speed filling. It cuts cleanly and has sufficient internal and surface strength properties to accommodate high-speed printing with tacky oil based lithographic inks. SBS is often higher priced as compared with other paperboard substrates.
SBS is not known for tear strength, but generally has good stiffness and compression strength. It may be susceptible to yellowing over time with exposure to white light. It is traditionally the first choice, however, for high quality graphics in personal care packaging, medical, pharmaceutical, confectionery, media and tobacco packaging. The pristine white back side and internal characteristics are preferred by purists for bakery and other such products involving direct food contact.
Primary North American suppliers of SBS include International Paper Company, MeadWestvaco (MWV), Georgia Pacific, Evergreen Packaging, Clearwater, Rock-Tenn and Tembec.
Coated Unbleached Kraft (CUK) is also made from mostly first generation, chemically pulped fibers on fourdrinier-type paperboard machines, however this substrate is formed in two or three layers and is mostly comprised of longer softwood (pine) fibers which contribute to strength. A thin concentration of hardwood fibers are added to the top surface for somewhat enhanced smoothness. CUK is mostly known for durability and resistance to tear. It is white on the top side due to its extremely opaque, titanium-based coating and otherwise brown throughout the sheet. It’s somewhat less expensive than SBS.
CUK is safe for direct food contact and performs well in frozen food applications. It is commonly used for packaging large, club-store multi-pack cereals. A wet-strength version of this grade is used for the packaging of brewery and soft drink bottles and cans, where the paperboard retains 90% of its dry tear strength when exposed to saturated, wet conditions. A general folding carton version of this grade is well suited for frozen foods, snacks and cookies, multi-pack pudding cups, automotive, electronics and sports equipment applications requiring superior tear, tensile and compression strength in a relatively dry environment.
Primary North American suppliers of CUK include Graphic Packaging and MeadWestvaco (MWV).
Coated Recycled Board (CRB), also known as clay coated news, is a dominant material in North America and elsewhere in the world. CRB is generally made from a blend of recycled newsprint, old corrugated containers and mixed secondary paper. Its fibers are often 100% recycled with 35% or more of the content considered “post consumer.” It is comprised of as many as eight or more layers of material with the top ply made of bleached or semi-bleached fibers. A variety of machines are used in its manufacture including fourdrinier, cylinder and hybrid forming systems.
CRB is the most common substrate for low cost folding cartons when recycled content is preferred or required. It is often used for single pouch cereal boxes and other multi-purpose packaging where tear strength and premium print quality aren’t paramount. It is not always used in direct-food applications although food-grade versions of CRB are not uncommon. It often has a one-direction stiffness advantage that can be beneficial for bulge resistance in the packaging of granular products such as rice, pet foods, pancake mix and powdered laundry detergent.
The specification tolerances of CRB are somewhat less stringent than with SBS and other virgin grades. It is often not as strong and tends to carry slightly higher moisture content than other grades. CRB is more absorbent than SBS and CUK, and therefore requires a slightly thicker ink film and/or stronger inks to achieve a given strength of color. As with all other materials, die cutting, creasing and gluing conditions should be adjusted to optimize its performance.
Primary North American suppliers of CRB include Graphic Packaging, Rock-Tenn, Cascades, Paperworks, Strathcona, Caraustar, White Pigeon and The Newark Group.
Uncoated Kraft Boxboard (UKB) is the final grade to be considered in this discussion. Similar to Coated Unbleached Kraft, UKB is comprised of mostly first generation, chemically pulped pine fibers. It is similarly formed on a fourdrinier-type paperboard machine in two layers where the top layer houses a concentration of hardwood fiber for somewhat enhanced smoothness. Since it’s uncoated, however, UKB can be a cost effective alternative to coated paperboard with applications that appreciate an environmentally friendly, natural brown surface. It is lower in density than other grades; therefore, cartons of equal caliper weigh less.
A sturdy material, UKB is safe for direct food contact. It can be reasonably printed by offset, flexo or gravure and performs well in embossing and foil stamping. The quality of graphic reproduction doesn’t match that of coated materials, however, designers are sometimes creative with the earthtone appearance. An interesting technique is to press-apply a white pigmented spot color in certain areas, then build process color on top of that. UKB is a popular choice for institutional food packaging, lawn & garden, hardware, sporting goods and other durable packaging needs.
A primary North American supplier of UKB is Kapstone Charleston Kraft. Rock-Tenn produces an alternative product that is made from 100% recycled old corrugated containers.
Hybrid materials also exist. Some CRB products may have a brown kraft back side, hence the term “Coated Kraft Back” (CKB), or a white layer of fiber on the back side. Mechanically pulped (groundwood) fibers may team up with chemically pulped fibers and varying percentages of recycled fiber content are now seen with some of the grades. Nonetheless, it is incumbent on package designers to understand the effect that these treatments may lend to the performance characteristics of the various grades. In every situation, adjustments must be made in the printing, cutting, creasing, gluing and filling line conditions to optimize performance given a substrate substitution.
Primary North American suppliers of CKB include Graphic Packaging and Rock-Tenn. White-back CRB is produced by Rock-Tenn. Groundwood fibers are employed in some products produced by Tembec. The choice of substrates can be summarized in a decision matrix as follows, understanding that these are guidelines only. Creative license allows for some products to play the field, for example, bar soaps have been successfully packaged in all four materials, and sometimes utilizing the back side of a material as the outward facing side, opens up a new world of possibilities.
1) Life Cycle Assessment results
http://www.guardian.co.uk/environment/2009/feb/17/cadbury-dairy-milk-cows
http://beeractivist.files.wordpress.com/2008/07/carbon-impact.jpg
2) Greenliving: United States Recycling Statistics
http://greenliving.lovetoknow.com/United_States_Recycling_Statistics
3) Wikipedia
http://en.wikipedia.org/wiki/Value_%28marketing%29
Written By: Dan Malenke
Dan Malenke is an accomplished training manager with extensive coast-to-coast and international experience in developing and directing technical seminars for the printing and packaging industries. His career includes 20+ years with a Fortune 500 company, 9 years university teaching experience and accumulated work in production.
|
|
About Zumbiel Consumer Packaging Division
We are Zumbiel Packaging, one of the largest privately held paperboard packaging producers in the United States. In our $400 billion industry, we know that your package is often the most important contact with your customers; it must convey your values, inspire and energize your brand.
Our team of skilled and extensively trained associates is dedicated to nothing more than providing you with unique packaging solutions that meet your needs and your budget. With over 167 years of experience, ZCPD stands ready to meet your packaging challenges.
For more information on folding carton substrates and appropriate applications, please contact Zumbiel Consumer Packaging Division at sales@zumbiel.com or 513-531-3600.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


