Designers Play It Safe With Pharmaceutical Packaging




"No compromising on product safety” is the overriding principle for companies of the pharmaceutical industry and for allied enterprises in the packaging sector. Because of their high responsibility for human health, they are strictly monitored and have to comply with numerous specifications and guidelines. Not a small challenge for the companies. From an economic point of view, this sector can still be pleased with a market experiencing stable growth. But the industry has to move with the times.
Rising life expectancy, the increase in chronic diseases and the introduction of new and often very expensive forms of treatment have been responsible for strong growth in the last few years. More and more diseases are becoming treatable. Even for rare disorders with relatively small numbers of cases, more and more medications are being developed for which manufacturers are called upon to achieve greater complexity with ever smaller batch sizes. There is a trend away from standardization and towards individualized treatment. For plant manufacturers and packaging system suppliers, the high flexibility and rapid retooling already demanded in the market is thus intensifying further.
For such requirements, Medipak Systems, a member of the Körber Group, offers its customers solutions which it conceives as modular, scalable platforms and gives manufacturers the necessary scope to produce in smaller batches and using different packages. “Our customers’ investment in production and packaging processes is immense. They require solutions that can be used for a large variety of products, can be quickly retooled and are capable of extension over their life-cycle,” explains CEO Clemens Berger.
In the future of Industry 4.0, single machines or stand-alone solutions will no longer be sufficient. Only integrated systems that take the entire value chain into account can compete in the market in the long term. The customer wants to reduce the cost per package over the entire process, and this calls for improvements in overall plant effectiveness from suppliers. Reliable plant availability is all-important here along with high machinery performance and continuously high production quality.
Growth in the pharmaceutical sector is being offset by cost reductions in the health systems in many countries with price limits, mandatory discounts, and benefit-based pricing or reimbursement models. There is also an increase worldwide in regulatory requirements imposed by supervisory authorities. For medication manufacturers and packagers, this places still higher demands on the process chain as a whole.
At the same time, there is growth in the market for generic drugs, i.e. medications with active ingredients identical to those of the original preparations but sold at much lower prices. This competition encourages efficient technologies and processes to compensate for the high pressure on costs in the generic pharmaceuticals market.
Innovation in packaging design
New, innovative packaging concepts are being developed despite or precisely because of the competition from generic drugs. The introduction of the new Aspirin generation in 2014, when the Bayer Group decided to develop its classic packaging further, is a recent example. Few medications can look back on such a long tradition – this well-known painkiller has been holding its own in the marketplace for over 115 years. In cooperation with the Romaco Group, it has developed a new packaging technology that is adapted to consumers’ changing needs. For this, the tablets are individually sealed and perforated – in the shape of a four-leafed clover. The pouches consist of an aluminum/paper laminate protecting the individual tablets effectively from such external influences as light and moisture. In the design, importance has been attached to easy use – an argument that is becoming increasingly compelling in view of the growing elderly population in the industrialized nations.
At the interpack 2017 trade fair in Düsseldorf, Germany from May 4 – 10, 2017, visitors can find the innovative developments in the packaging sector to meet the growing demands resulting from legal provisions and consumer needs. Interesting insights into the latest production technology will also be provided by the accompanying “components – special trade fair by interpack”. This event is primarily geared towards suppliers to the packaging industry and companies offering drive, control and sensor technology, products for industrial image processing, handling equipment as well as industrial software and communication and complete automation systems for packaging machines.
Smart packaging
The fact that patient instructions in a pharmaceutical package do not always have to be in printed form is illustrated by the latest developments in packaging technology, now made possible for the first time by near-field communication (NFC). NFC is already known for its use when it comes to cashless payment and keyless vehicle opening. Thanks to widespread smartphone use, contactless and wireless short-distance data exchange has also become of interest to the packaging sector. The possible applications range from “reading out loud” the patient instruction leaflet to automatic re-ordering of drugs and more detailed information.
Under the generic term “smart packaging”, the development of printed electronics is also rapidly advancing. Conductive plastics, inks on film, foil, paper or glass in combination with extremely thin, flexible and transparent electronic components – plus interactive displays, luminous effects and sensors – are already converting today’s packages into high-tech products. In the future, smart packages will satisfy virtually all wishes and will have to be an integrated part of an overall e-health strategy. Smart packages know the patient’s personal dosage, make the right medication available at the right time with the aid of time-controlled access and sound an alarm when drug intake is skipped. These are innovations that are capable of improving patient safety.
Top priority for patient safety
Another global challenge for the sector is the problem of product piracy. The worldwide trade in counterfeit medicine is a multi-million business that causes considerable loss for the pharmaceutical industry and, more importantly, puts the health of people at risk. A joint goal of the packaging and pharmaceutical industry must therefore be to prevent the distribution of counterfeit medication.
Stricter guidelines and better product identification are essential for the protection of the patient. In many countries, these are already implemented or will be soon put into practice. An example is the Commission Delegated Regulation (EU) 2016/161 of the European Union with binding provisions against the entry of falsified medication into the legal supply chain. It states that all prescription medicine must be provided with unique identifiers and an anti-tampering device.
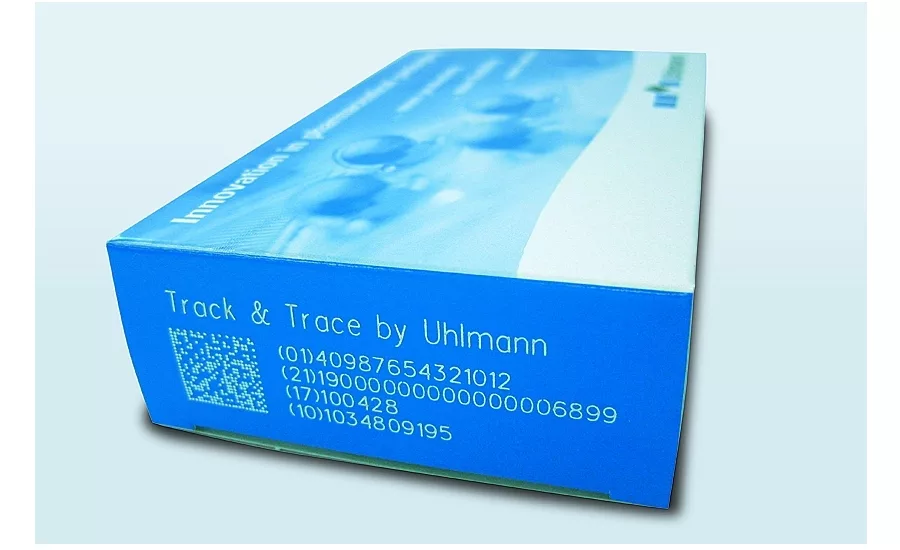
Specifically, this arrangement means that the medication must be marked from February 2019 on with an individual serial number and be clearly undamaged – a challenge that pharmaceuticals companies and packaging manufacturers took up years ago. Uhlmann-Pac-Systeme GmbH & Co. KG has been concerned with the complex issue of serialization since 2005 and, in the face of these challenges, has evolved into a supplier of complete solutions. Updates, new software versions and the associated advice are integral elements of today’s business. “The fact that serialization has an impact on many processes throughout the company should not be underestimated. This is where project leaders have to drive genuine change management,” explains Kathrin Günther, responsible for the sale of software and automation solutions at Uhlmann.
Many manufacturers are resorting not only to identification, but also to the continuous traceability of their products with the aid of integrated track & trace solutions. In this area, the company offers a variety of print technologies and the possibility of label application, intelligent inspection systems, and printing and marking solutions. Depending on requirements, the components can be combined and even integrated in machinery and plant in operation.
In terms of piracy-proof features, the solutions of plant manufacturers are varied. Holograms, synthetic DNA and laser codes, and special printing inks are in some cases undetectable. The tamper-proof seal – also known as the tamper evidence label – can be attached to the medication package or bonded on after product filling.
Rondo, a company of the Medipak Systems Group, does entirely without safety labels and adhesives. During the closure process, punch-outs on the base and lid flaps are activated to clearly and irreversibly indicate opening. The consumer can thus see at first glance whether the package has already been opened. The pack is opened and closed just as simply and trouble-free as a conventional folded box. Another advantage is that the blanks can be processed without restrictions on existing packaging lines.
By the end of 2018, it is expected that over 75 percent of all prescription drugs worldwide will be protected by laws of this kind and their implementation will thus become crucial for the entire supply chain.
In addition to patient and product safety, the new pharmaceutical packages also improve the situation for the pharmaceuticals companies themselves. This is because the unique identifiability of a single medication can considerably reduce the workload incurred by return deliveries and recalls.
Emotional appeal at the POS
Pharmaceutical packages have to perform numerous tasks. They have to not only meet the complex needs and constraints of technology and safety, but also win at the point of sale against a host of competing products. This applies particularly to over-the-counter medication, although the competitive pressure among prescription drugs has risen significantly due to the increase in generics. Design and brand presentation make the difference here. Much like other consumer packages, the medication package must also appeal directly to consumers, stimulate their emotions and precisely meet their needs. For brand recognition, package suppliers use consistent designs that present all the products of a manufacturer as a uniform block on the product shelf and thus stand out from the various competing items. The consumer’s attention is held by simple language, easy navigation with the aid of the design and text arrangements without pharmaceutical jargon.
In the last few years, the drug packaging industry has successfully accepted the various challenges in the pharmaceutical sector and devised suitable strategies for this highly specialized business. Thanks to its huge capacity for innovation, the supply industry to the former “pharmacy of the world” is also well equipped for the future.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


