Automation Feature
Programmable Safety Technology Protects Operators
The convergence of safety and non-safety systems into one platform cuts equipment costs, shortens commissioning time and increases data insights.

Though functional safety technology prevents damage to machinery and limits downtime, its core job is to protect people. To achieve this, modern packaging operations require many networked safety devices on the plant floor. Along with standard e-stop buttons, these include door latches, safety switching mats and bumpers, two-handed controllers and light curtains for operations with conveyors, robotics or other types of pick-and-place equipment. The most effective and efficient way to operate these devices is through integrated safety solutions.
Traditional architectures kept safety systems completely separate from the machine control platform. Each safety device would be hardwired to a safety relay or stand-alone safety controller that, when tripped, would cut power to machines. Safety and non-safety communication would happen on separate networks, limiting access to key diagnostic information. In addition, separate programming environments would often complicate and slow down commissioning.
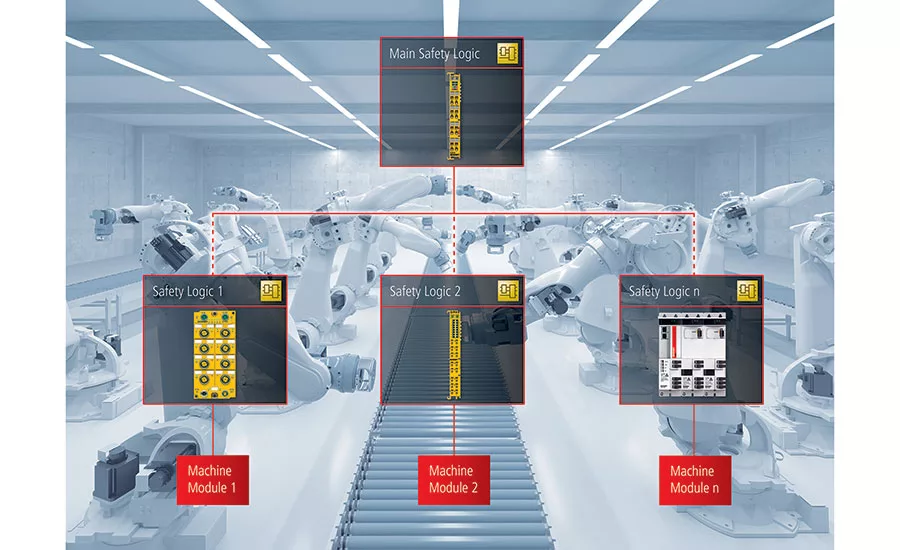
Integrated safety options eliminate outmoded, over-dimensioned options by combining functional safety with standard machine control through a uniform hardware platform and programming toolbox. This convergence of safety and non-safety technology provides high scalability and flexibility in system architectures driven by PC- and EtherCAT-based control technology. On a basic level, this reduces material costs and commissioning while maintaining the necessary safety integrity level (SIL) rating in the application. At the most important level, it makes it possible to increase the amount of safety technology in machines, preventing plant floor accidents and injuries.
To reap the advantages of integrated safety systems, such as TwinSAFE from Beckhoff, engineers must carefully select an ecosystem that accommodates retrofits and new applications. Programmable safety platforms should integrate different hardware types, facilitate fieldbus-neutral communication and support programming in the same engineering environment used for machine control logic.
Safety Hardware Options Expand
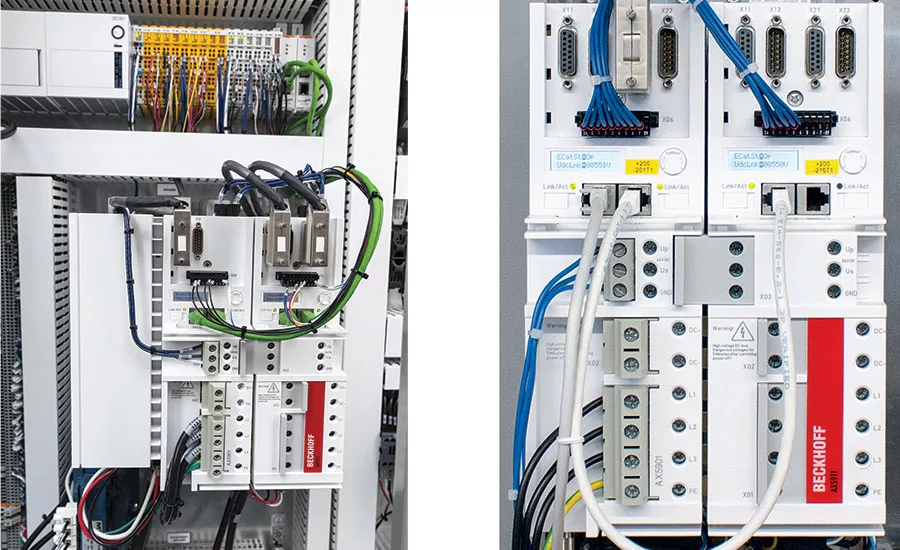
When selecting safety hardware it is important to look for more than just a yellow or red housing. Safety components should offer maximum flexibility and scalability while providing built-in safety logic at the device level. This enables the integration of safety features into practically all machine architectures and supports customization tailored to individual end users. Fortunately, the PC- and EtherCAT-based hardware options available today include a wide range of integrated safety solutions such as DIN rail- and machine-mountable components. This provides maximum installation flexibility to get I/O hardware as close to the safety equipment as possible.
Integrated safety modules do not merely work on the same network as the non-safety I/O and Industrial PC (IPC) that operate the entire integrated system. They can also be physically connected to the non-safety components on the same DIN rail via a shared backplane, which speeds up commissioning and enhances communication. Along with standard safety I/Os, single-channel terminals enable the use of standard signals on any network for safety-relevant tasks. These terminals make it possible to implement analog safety, such as for speed and temperature monitoring and other tasks.
In addition, safety logic is now possible in devices beyond I/O components. Some servo drives and servo motors with integrated drive technology provide built-in Safe Stop 1 (SS1) and Safe Torque Off (STO) functionality with the option to easily incorporate additional safety options via software. This reduces equipment and installation costs in packaging applications with extensive motion control requirements. The number of safety options increases flexibility for design and commissioning of packaging machines and lines, especially when the safety system is not constrained by a legacy fieldbus.
Ample Communication Options for integrated safety
Integrated safety technology can operate over the plant’s existing industrial Ethernet network using the advantages of Safety over EtherCAT (FSoE). This TÜV-certified technology, supported by the EtherCAT Technology Group, uses a “black channel” to transmit safety data. As a fieldbus-neutral technology, FSoE not only works over standard 100 Mbit/s EtherCAT but can also function in existing DeviceNet, PROFIBUS, CANopen, EtherNet/IP and PROFINET networks when appropriate EtherCAT I/Os and gateway devices are used. FSoE meets all IEC 61508 and SIL 3 requirements, even when communication takes place over wireless networks.
Because safe and non-safe information are transferred on the same communication system without limitations on transfer speed and cycle time, diagnostic information previously unavailable in traditional safety systems is unlocked. Leveraging FSoE and the built-in diagnostic capabilities of EtherCAT can reduce downtime dramatically. Engineers can more precisely troubleshoot damaged cables and connectors, faults in specific I/O terminals or other physical issues.
Combining black channel communication and improved diagnostics on a fieldbus-neutral system greatly benefits packaging operations that have equipment operating on multiple networks. This means integrated safety systems can easily connect to the e-stop on a form/fill/seal machine over a legacy network, for example, and work just as capably for EtherCAT-connected light curtains for end-of-line equipment such as palletizing machinery. EtherCAT can check for discrepancies every 200 ms and stop operation immediately if it detects people or objects that are unintentionally in the way. For some architectures, it makes the most sense to do this through I/O safety controllers, but in complex systems a software-based approach provides even greater control.
Software for Safety & Packaging Machine Control
Software-based safety technology ensures flexibility and scalability and enables safety data to easily transfer between machines. Some software solutions, including TwinCAT, provide graphical editors for safety systems with built-in, TÜV-
certified function blocks. More function blocks provide greater ability to customize safety projects according to the machines, packaging applications and end users. Loader tools can transfer projects to the safety controller without the programming software. This helps control engineers and maintenance staff to implement necessary changes entirely at the software level without any rewiring or hardware changes.
Like other integrated solutions, safety software should provide a uniform engineering environment for safety and non-safety systems. Because engineers and programmers are already familiar with the programming environment for machine control, they can more easily be trained to create robust safety applications. Some software platforms also provide the ability to restrict editing of safety programs to authorized users, which mitigates the risk of programming errors. Whether creating a software-based safety application or simply loading safety logic to I/O-level components, this simplifies programming of all safety controllers and systems.
To move beyond separate safety platforms effectively, packaging operations should complete any new installations and retrofits with people in mind, first and foremost. This means implementing systems that are as intuitive and easy-to-use in the engineering environment as on the factory floor. Integrated safety solutions with uniform hardware, software and networking components — that also promote full connectivity with new and legacy equipment — will safeguard packaging operations and the people who make them work every day.
Beckhoff Automation is a provider of advanced, open automation products for high-performance machines. The company’s product range includes industrial PCs, distributed I/O, automation software, IoT solutions, servo drives and servo motors. Visit beckhoff.com/twinsafe for more information.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


