Automation
Factory of the Future Solutions Unlock Equipment Efficiencies

Food processing and packaging operations have always needed to respond with agility and efficiency to ever-changing consumer tastes and habits. That means a constant drive to bring new or modified products to market faster while maintaining productivity and profit margins.
This poses a challenge to food processing and packaging plant engineering. Today’s machines must be modular and scalable, incorporate intelligent technologies, generate usable data in real time, and give plant engineering and operations the freedom to make changes as their business changes. This is a key reason why intelligent drive and control systems are in demand: They feature technology that is compact, highly efficient, easy to integrate and, to save the most space, cabinet-free.
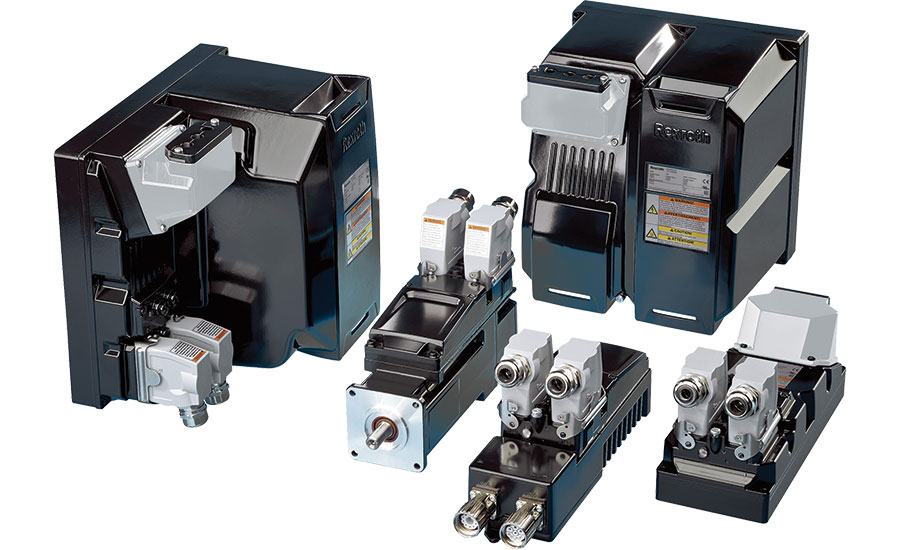
The first drive technologies that could be considered “cabinet-free” were servomotors with drives integrated into the motor housing — technology that’s more than a decade old at this point. Since then, drive and control suppliers have been expanding their portfolios to give both machine builders and the end-user manufacturing community greater choices. In essence, this “frees” manufacturers from having to configure their production systems and process flow around the size and location of machine control cabinets.
Enabling a More Flexible Production Facility
Across many manufacturing segments, the demand for flexible automation systems is very high. Plant operators don’t necessarily want new machines with large footprints that occupy valuable production space and limit access with large control enclosures. Nor do they desire technology and equipment designs that would hamper adding on new process equipment, transport conveyors or automation systems in response to changing market needs.
Traditional, cabinet-centric servo drive architectures can have these types of limitations, especially since the electric servo used in machines continues to increase. Consider a typical nine-axis machine. Each servomotor has a separate power cable and feedback cable running the length of the machine all the way back to the drives in the cabinet. Any time the machine’s footprint needs to be adjusted, or additional manufacturing modules need to be added, the machine may need extensive rewiring of control cabinets to accommodate such machinery changes.
In a cabinet-free design, the drives are integrated into the servomotors. Many models of this technology use a single cable that combines power and communications into one. Furthermore, this equipment can be daisy-chained so that much shorter and simpler connections are needed to implement power and communications to all the drives from the machine’s controller and small power cabinet.
This flexibility and openness to modularity are essential to the way manufacturers seek to configure their production systems for today’s markets. This is particularly valuable for some of the core challenges packaging manufacturers face: efficiently producing highly customized products or versions of products in small batches, as well as rapid changeovers, to new packaging or promotional materials tied to the latest addition of a product brand or line.
Conserving Floor Space and Expanding Modularity
Plant production space is valuable, which is why packaging and processing OEMs focus on building more compact machines to help their customers increase production capacities within an existing space. Separate control cabinets take up a lot of space and limit access to the manufacturing process. For this reason, many drive and controls suppliers now offer broadened portfolios of cabinet-free technology. These include standard, motor-integrated servo drives which have expanded power options.
These portfolios also include what are commonly called “near-motor” servo drives: drive electronics that can be mounted on machine frames — separate, but close to the servo motor — in order to maximize the flexible options that machine designers seek. For example, one packaging machine designer mounted the near-motor servo drives on top of the machine and connected them to motors below that powered a series of delta robots. The drives are easily accessible for maintenance purposes, and the entire design provides a compact and intelligent use of production floor space.
Cabinet-free technology suppliers recently began offering completely decentralized power supply and mains modules. Now packaging and food processing machine manufacturers can integrate all drive components directly onto the machine without the need for a control cabinet. The mains module includes a mains filter, mains regulator and even the mains protection in one device, often incorporating regenerative power technologies.
With this technology, all production machines and modules can be directly connected to the line power supply without requiring cabling and connecting back to a control cabinet, potentially reducing machine assembly wiring by 90%.
Enhancing Reliability
Many food processing and packaging manufacturers use overall equipment effectiveness (OEE) to assess the performance of their production systems. OEE measures how well a manufacturing asset works compared to its full potential. A key element of that measurement is the system’s availability and uptime.
Motor-integrated servo drives are rugged and reliable systems. They are engineered to function flawlessly for many years in open conditions on the manufacturing floor, within machine spaces and even mounted on moving armatures and actuators.

Many motor-integrated servo drives are rated IP65 with all electronics fully enclosed, making them much more reliable and able to withstand the more demanding conditions present on some food processing and packaging production floors. This makes them a valuable option for these kinds of manufacturing environments.
This reliability also extends to long-term operations. With cabinet-free technology, there are fewer components and connection points, which means less complexity to troubleshoot. The intelligence and connectivity built into the drives offer more diagnostics that hone in on the nature and location of the problem. This can be valuable to many food processing and packaging operations with tight margins and an ongoing need to keep downtime to a minimum.
Less downtime and more efficient troubleshooting help speed up decision time to replace a component and return machines to full production. Thanks to closed-loop, redundant communication, pinpointing a problem with an axis is extremely quick. Cabinet-free machine design makes the axis easily accessible; replacing it is as simple as removing two connectors and mounting screws, replacing the axis and getting it back into production.
Maximizing Productivity and Flexibility
Cabinet-free drive technology offers a wider range of possibilities for modularized machine designs, in line with the needs of today’s food processing and packaging operations. Machine builders who serve these industry segments can preassemble modules and then connect them to one another without any further changes to the cabinet, reducing installation time to start of production.
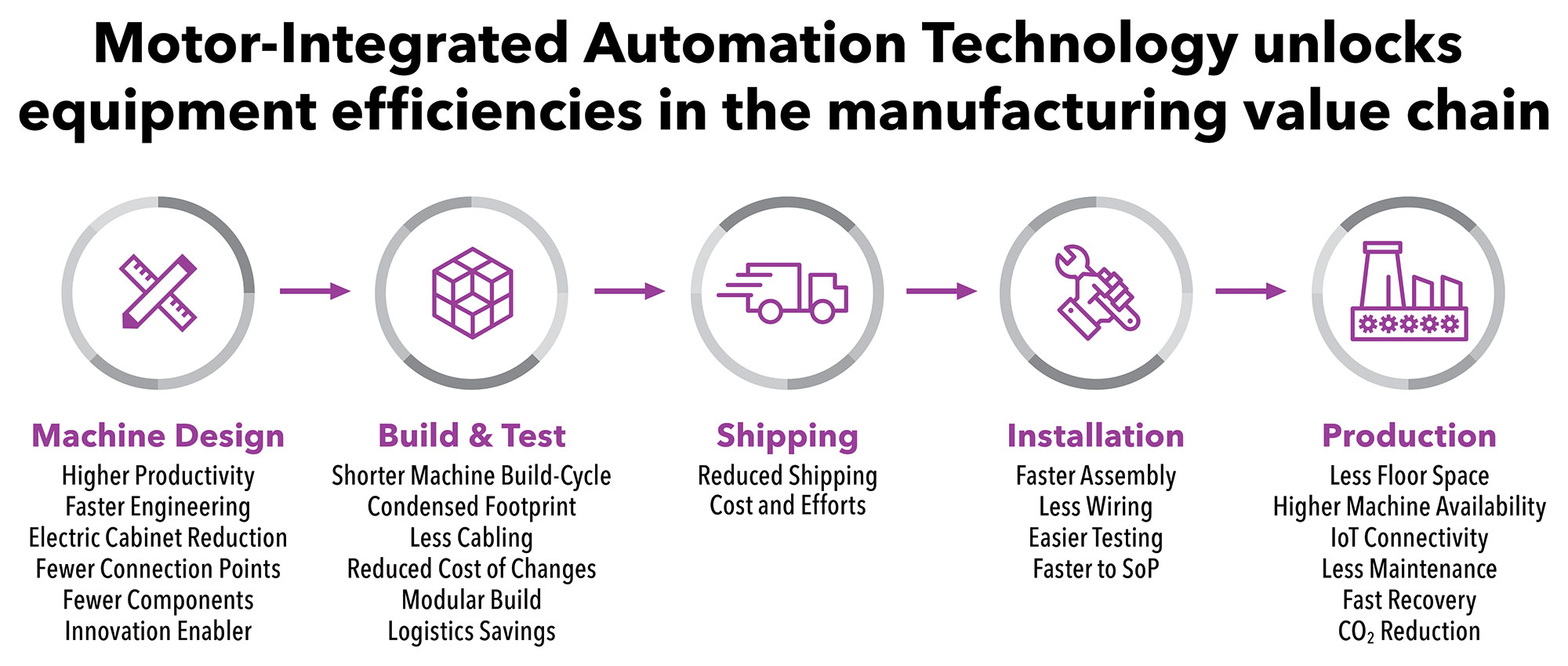
More powerful technologies with better IP protection ratings make components smaller, more intelligent, more mobile and reliable. Ethernet connectivity, along with standard protocols and safety functions, allows all of these devices to be located directly on the machine. The benefits for food processing and packaging operations range from simply reducing wiring to providing significant cost savings across the manufacturing value chain.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


