Machinery
6 Factors to Consider When Designing a Cartoning Line
To find the solution that best meets your needs, ask the right questions.
So, you’ve been assigned the task of selecting a new cartoner for your bag-in-box packaging line. Where to start? There are many cartoner models available on the market, and an even larger range of options and prices. To find the solution that best meets your company’s needs, make sure to ask the right questions.
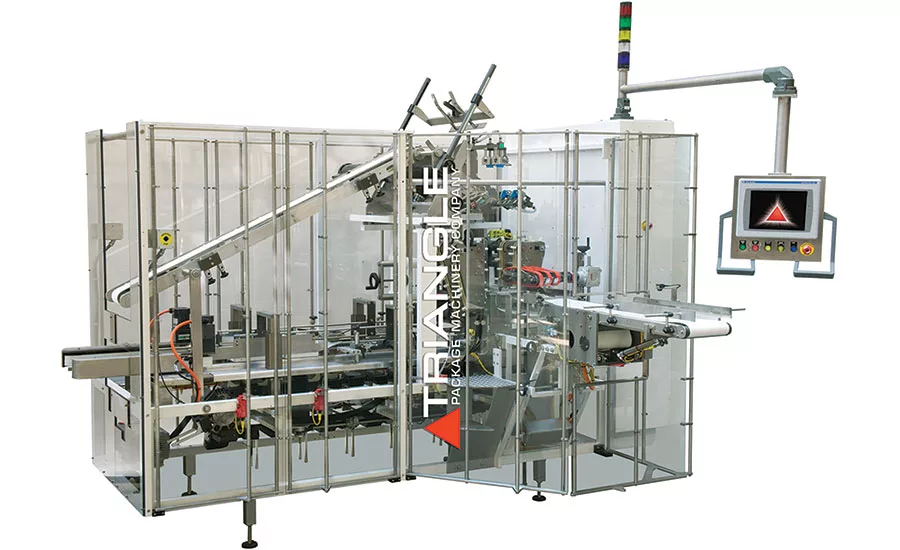
With hundreds of cartoners installed in markets such as cereal, granola, frozen waffles and specialty items, IQF seafood, baking mixes and powders, Chicago-based Triangle Package Machinery Company has helped many engineers and plant managers improve production and OEE. Here are some factors to consider that will help you do the same.
1) Carton Size
How many carton sizes do you need to run? What are they? What sizes will you need to run three years from now?
If you’re looking to run very small or fairly large carton sizes, make sure these sizes fall within the range of the cartoner you’re researching. To find a solution that will meet current and future needs, look for a cartoner that makes it easy to change carton sizes, with features that offer fast, simple changeover and minimal change parts. When you find a cartoner manufacturer that promises quick and easy changeover, be sure you can view a demonstration of the changeover to ensure you both have the same definition of “quick and easy.” Some cartoners can take several hours — even up to a full 8-hour shift — to switch carton sizes. Not an efficient use of your operator’s time!
Automatic changeover options and other features that reduce downtime will greatly improve production and efficiency, as your operators will save time that would otherwise be spent manually adjusting components and settings. On our Flex 1 Cartoner – Gen 2, for example, operators can perform changeovers in less than 20 minutes with minimal change parts. When a cartoner requires multiple change parts — and some need as many as 20-40 — this results in more room for error and can often result in jammed cartons and product waste.
2) Downtime & Production
How will your cartoner minimize downtime and improve production? What impact will it have on your OEE?
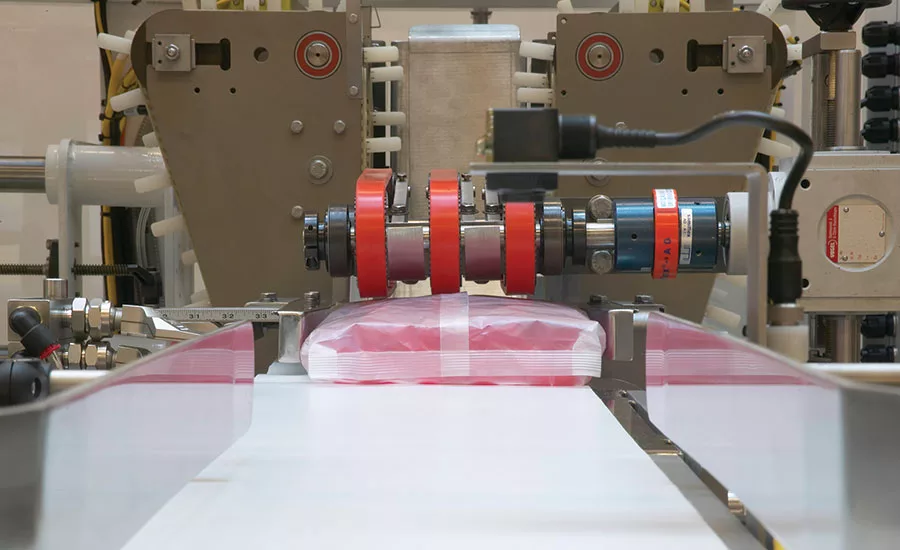
Be sure that product and carton waste is minimal. With some end load cartoners, there can be issues with the timing of bags coming from the bagger to the infeed of the cartoner. Cartoners that operate intermittently, or on demand, can better adapt to match upstream or downstream production. This enables more efficient product transfer. Cartons are not picked until a bag arrives, so the machine is not running constantly, which saves power, wear and tear, and wasted cartons. This also eliminates the need for a timing belt between bagger and cartoner. The bagger can be close-coupled or it can be as far as 100 feet away, depending on your plant layout.
Look for a system with simple designs and not too much complexity. This will offer several benefits, such as less maintenance, ease of use and less downtime. Our cartoner is designed without a barrel loader assembly, which reduces maintenance and product breakage. No pusher heads also means there is less compression, which avoids product damage and helps to optimize bag size.
In addition, cartoners employ different technology to pick and open carton blanks. Because chipboard tends to dry out over time, or carton blanks on the bottom of a pallet can become warped or compressed, this can cause handling challenges and lead to wasted cartons. A well-designed carton blank magazine and picking head will allow more cartons to be used and reduce product waste.
3) Floor Space
How much floor space do you have?
The average horizontal cartoner can take up quite a bit of floor space, which in some cases can be inconvenient at best. In other cases, too big of a machine footprint makes that particular solution impossible to accommodate. Look for models that offer a smaller, more compact and efficient footprint.
4) Speed
What speeds are you looking to run?
Regardless of the speeds you are looking to run, remember that the equipment upstream will dictate how many packages per minute will be sent to the cartoner. Ideally, an intermittent motion machine that can adapt to match production upstream or downstream will be more efficient.
5) Carton Manufacturer
How important is it to find a cartoner manufacturer that understands your product and can help solve your company’s unique challenges?
What type of product do you run? Cereal? Frozen foods? Powders? Find out if the company you’re looking at has experience handling that type of product. Cartoner manufacturers who have multiple installations in your market will have a better understanding of your product’s unique needs, and ultimately help you minimize downtime and improve efficiency.
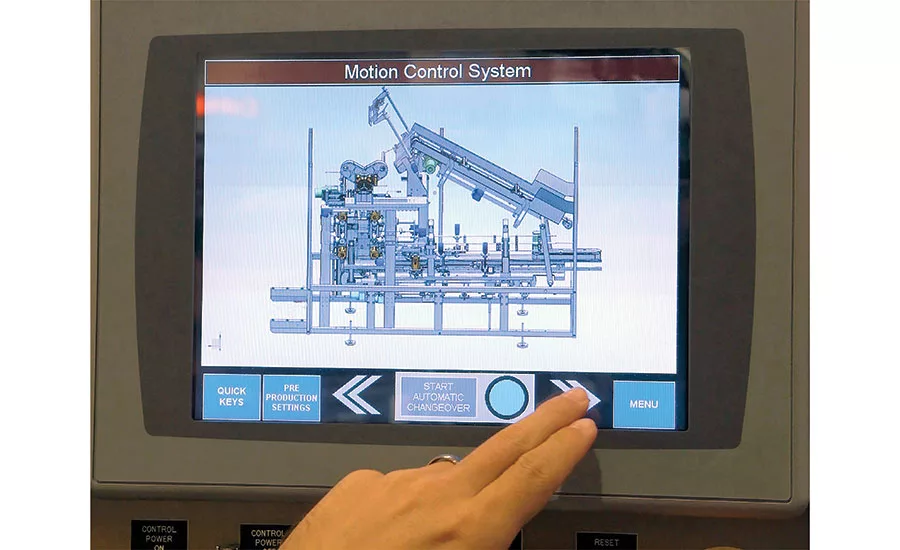
Ask also about the company’s engineering capabilities. Are you satisfied with its applications engineering or research and development departments? A key concern shared by many of our customers is finding ways to run faster and improve efficiency, while still maintaining product quality. Whenever possible, we welcome the opportunity to partner with our customers and develop solutions to solve their unique challenges. Our Automatic Changeover Wizard, for example, resulted from the request of one our customers — a Fortune 500 food processor — who was looking for a recipe-driven, simple changeover process. In response, we created an all-servo changeover system based on visual prompts and instructions built into the HMI.
6) Staffing Needs
What are your staffing needs for machine operators? Do you have one shift? Three shifts?
Finding qualified plant workers and providing quality training continues to be a challenge faced by many manufacturers. You probably want to avoid purchasing an over-complicated solution that will be too difficult for your staff to operate and maintain. Instead, look for cartoners that are easy to operate and feature built-in instructions and/or visual prompts on the HMI. This is especially helpful when an operator needs to change carton sizes. With the Automatic Changeover Wizard on our Flex 1 Cartoner – Gen 3, for instance, operators need only push a button for fast, simple, repeatable changeovers.
Could your plant benefit from RFID technology? With RFID, users are assigned an access card to operate the HMI.
Finally, make sure the company you work with offers reliable service and support, with customized training at the company’s facility or yours.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


