Machinery Technology: Printing & Coding
Printing and coding machinery
The good, the new and the invisible: printing and coding reaches a higher level.
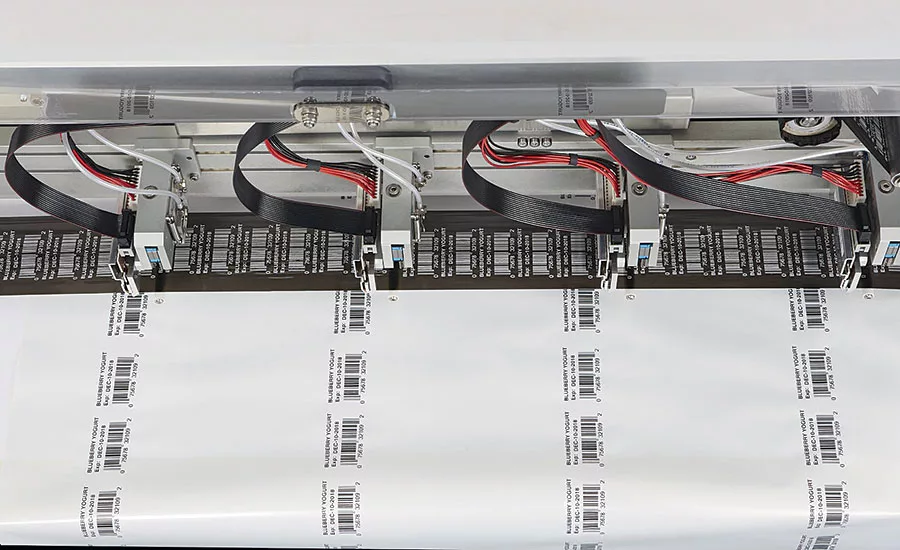
Diagraph’s Allen MLi-TE multi-head thermal transfer printer offers multi-lane, multi-line printing.

Paul Leibinger’s JET2neoD keeps dust and particles out of the coder.
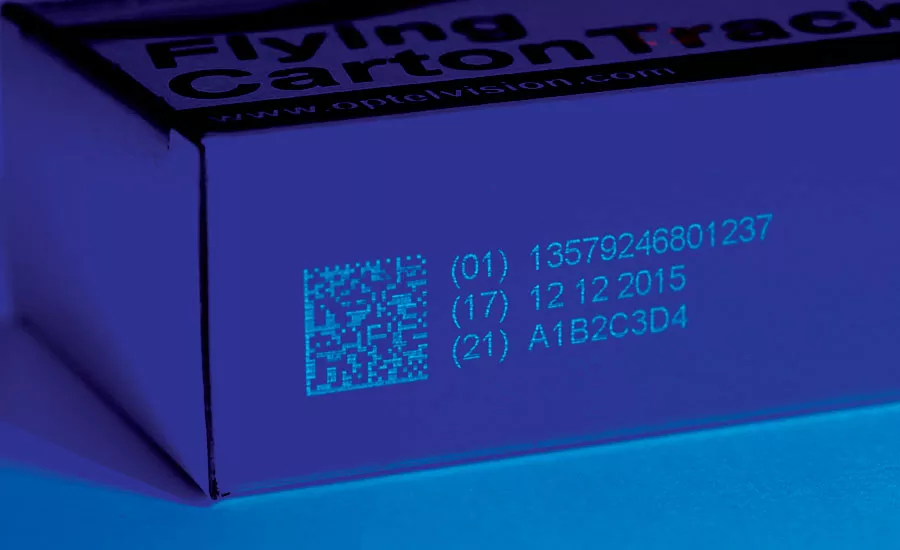
Fluorescing ink that prints invisible codes is now available from Videojet Technologies.
Packages, bottles, medicine and many other products often require discrete codes and brand information that can be tracked through the supply chain. In addition, with new government labeling requirements including the new federal GMO labeling law, tracking may be tougher than it seems.
“Food and beverage manufacturers are seeking more high-speed, high-resolution printing and marking solutions. In addition, retailers are requiring food and beverage manufacturers to synchronize data between primary packaging and cases for product traceability,” says Bob Neagle, Videojet business unit manager, case coding & workflow solutions.
According to Neagle, the pharmaceutical/medical arena is also dealing with evolving regulations. In response, manufacturers are taking advantage of high-resolution printing, like lasers and thermal inkjet, to apply machine-readable GS1 bar codes to their products.
Here are a few new innovations in printing/coding technology that aim to answer customers’ needs for high speed, cost-effectiveness, reduced manpower and additional features.
Multi-head thermal transfer printer
At press time, Diagraph Marking & Coding (diagraph.com) is releasing the Allen MLi-TE, a unique-in-the-industry multi-head thermal transfer printer providing cost-effective, high-speed multi-lane, multi-line printing of graphics, alphanumerics and barcodes on thermoformed packages.
Featuring up to 12 print heads integrated on one common platform using a single controller, the Allen MLi-TE prints multiple lanes simultaneously and quickly. The system was designed to combine industry-leading speed with reduced maintenance and enhanced flexibility compared to alternative technologies at a similar price point. High-resolution printing of static and dynamic information – such as product identification information, date/lot/batch codes and company logos – can be quickly added to packages such as sachets and stick packs for a wide variety of applications including food, beverage, pharmaceutical and medical.
Bring on the dust
A new industrial inkjet printer for production in dusty environments just came out, thanks to Paul LEIBINGER (leibinger-group.com). The special equipment of the JET2neoD keeps dust and particles out of the coder, guaranteeing reliable marking. An important element of dust protection for the JET2neoD is the closed back panel that prevents dust particles or smallest parts from getting into the printer. Also, the active housing ventilation ensures that air is continuously flowing out of the printer so that dust cannot get into the electronics. Thanks to the head ventilation, the printhead always remains dust-free, even when dust is present right on the marking position or when marking from below. The JET2neoD is ideal for use in somewhat dusty production environments and in environments with very small particles such as sawdust.
Where is the ink?
The ink experts at Videojet Technologies (videojet.com) have developed clear, UV fluorescing ink designed to print “invisible” codes that can only be seen under black light. The new ink is colorless in normal light and fluoresces blue under a black light. With its MEK solvent base, the ink offers good adhesion to a variety of substrates including coated cartons or glossy labels, vial caps and closures, and dark substrates where a bar code is needed.
The fluorescing ink was initially developed for the pharmaceutical market; however, it is also suited to other applications including retort processed food containers and cosmetic packaging. The ink is for use in the Videojet 8610 TIJ printer, which utilizes a purpose-built cartridge designed to use MEK fluids. The high-resolution printer is ideal for applications that require crisp, repeatable codes on foils, films, plastics and coated stocks.
Reliability is the most important attribute of coding equipment. But as significant strides have been made in the last decade on this front, other customer needs are revealing themselves.
Videojet’s Neagle explains, “In particular, we are seeing greater levels of automation, intelligence and connectivity. Historically, coding equipment has been its own island with data manually input by plant floor personnel. This approach is subject to error and inefficiency considering that most of the necessary data resides in a remote database and is already being transmitted to other devices on the packaging line. So, acquiring better methods to integrate within the plant IT infrastructures is the first step. The other piece of the puzzle is the level of data the printer is able to provide back to [the customer] – either about its own health or productivity, or that of the overall packaging line. Being able to seamlessly integrate the data – whether it be in the Cloud or locally within existing systems to provide increased visibility into factory floor operations – is certainly something that customers are starting to look for.”
Sutter Home Winery finds a match with Domino Printing
Sutter Home Winery Inc — the second largest independent, family run winery in the U.S. — changed the way Americans enjoy wine. Headquartered in St. Helena, CA, Sutter Home produces high-quality varietals at an affordable price. The winery even created White Zinfandel, which has become one of the most popular wines in the U.S.
“We always make sure we over deliver on quality to our customers – to do that we use the best equipment available,” says Scott Childers, production manager at Sutter Home. “In order to stay in front of the customer, we’re always experimenting with new packaging. We were one of the first to put wine in PET bottles and now package with Tetra Paks, bag-in-boxes and cans. People love it!”

Sutter Home Winery uses a Domino D320i Laser for its coding and printing needs.
Sutter Home’s next step was to find solutions for its coding and printing needs – specifically for solutions that offer flexibility and ease of use. Because of its success, reliability and expertise with companies in the beverage industry, Domino Printing (domino-printing.com) was Sutter Home’s first choice as a coding and printing partner. And the choice has paid off.
Domino’s innovative outer-carton printing solution has saved Sutter Home time and money. Domino’s case coding D320i Laser features larger character printing that differentiates it from the competition and is difficult to replicate. In addition, Domino developed a mobile laser system — unique to the market — specifically to accommodate the flexibility requirements of Sutter Home’s production site.

Domino's case coding laser features larger character printing than the competition.
“Our other lines that primarily use ink jet applications are fixed coders, so they don’t move. But the laser Domino created was specifically made to move from line to line and even facility to facility,” explains Childers. “We have a lot of trust in Domino. It’s [performance is] repeatable, we have zero downtime and it’s essentially invisible in our operations, which is the best thing we could say about laser coding equipment.”
Sutter Home has hosted other wineries at its facility to share information and observe the Domino equipment — and the visitors have always left very impressed. “We’re lucky — we get to purchase equipment from the top manufacturers in the packaging industry. We also like to purchase equipment from people that we like doing business with, and Domino is a group we like doing business with,” Childers says. “Domino supports our operations — which at times is 24/7 — and hasn’t failed us yet. If we had to do this all over again, I would have just done it sooner!”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



