Machinery Technology: Conveyors
Choosing a new conveyor
Determining the best system for operational efficiency.

What features do you need from the next conveyor system you purchase? How important is space-savings or high speeds? Do you need washdown capability as well as fast, easy maintenance? New technology and features for conveyors are being debuted that will improve your packaging system.
“Conveyors can do so much more than simply move product from point A to point B. When designed and implemented correctly, conveyors can play an integral role in improving the efficiency of a packaging line,” says Stacy Johnson, senior marketing manager at Dorner (dornerconveyors.com).
If conveyors are the key to efficiency, is it time to find something new? We asked Johnson, as well as Paul Kuharevicz, engineering manager at Dynamic Conveyor (dynamicconveyor.com) to fill us in on how to choose the best conveyor.
“The key to selecting the right conveyor for a consumer packaged goods application is to understand all the parameters related to that application. Identifying this information will help you start thinking about what kind of design and performance requirements you’ll need to best suit your application. It’s ideal to reach out to a reputable conveyor supplier early within the scope of your project and seek their advice on the best conveyor system for your application,” says Johnson.
How important is a conveyor in helping to automate food processing and food manufacturing plants?
“Conveyors can play a tremendous role in automating the food processing and food manufacturing plants. There are many conveyors engineered for automation-type applications with the food industry, but the trick is to select the right one for your needs. Conveyors today are built to your specifications to improve the efficiency and output of your production line. There’s no reason to settle for a conveyor that’s being shoe-horned into your application, especially when a system can be engineered to seamlessly integrate into a larger process,” says Johnson.
“Quite frankly, efficient food processing/manufacturing could not exist without food conveyors. An analogy that I like to use is that a food conveyor in a processing plant, is the same as gasoline to an automobile… they both make the rest of the equipment ‘go.’ There is no efficient way to move food, sometimes many tons per hour, between several different pieces of processing equipment, without conveyors,” says Kuharevicz.
When dealing with food, conveyor systems must meet strict criteria and be designed with sanitation needs in mind, especially easy cleaning.
“Some of the common questions/concerns customers have about conveyor systems for consumer packaged goods are focused on sanitary requirements, especially if the packaged goods are food,” says Johnson.
How does flexibility factor into the purchase decision and why?
“Certainly, a conveyor that can be used on multiple products, on a variety of equipment, is optimal. Some of our customers order different height sidewalls to handle different products. These sidewalls can be changed, without the need of tools, in minutes. Another reason to swap-out sidewalls is when there is a concern of allergen cross-contamination and the food producer will always use the same sidewall with the same product. Likewise, owning multiple conveyor belts, with different release properties and/or different drive flights, can be changed, as needed, to maintain a ‘flexible,’ multi-use conveyor,” says Kuharevicz.
Conveyor systems today offer customers space-savings, sanitation and flexibility to handle just about any task. For more ideas and examples of new technology and machinery, visit PACK EXPO Las Vegas to see the companies mentioned here and a whole lot more.
|
Nercon Washdown Spiral Designed with sanitation in mind, Nercon (nerconconveyors.com) announces the launch of Washdown Spiral, a first-of-a-kind conveyor with all of its features part of the sanitary design for easy clean-up:
The Washdown Spiral is ideal for CPGs running cases, jars, trays, pouches or cups in the food and beverage, health and beauty, household or pet food industries. |
|
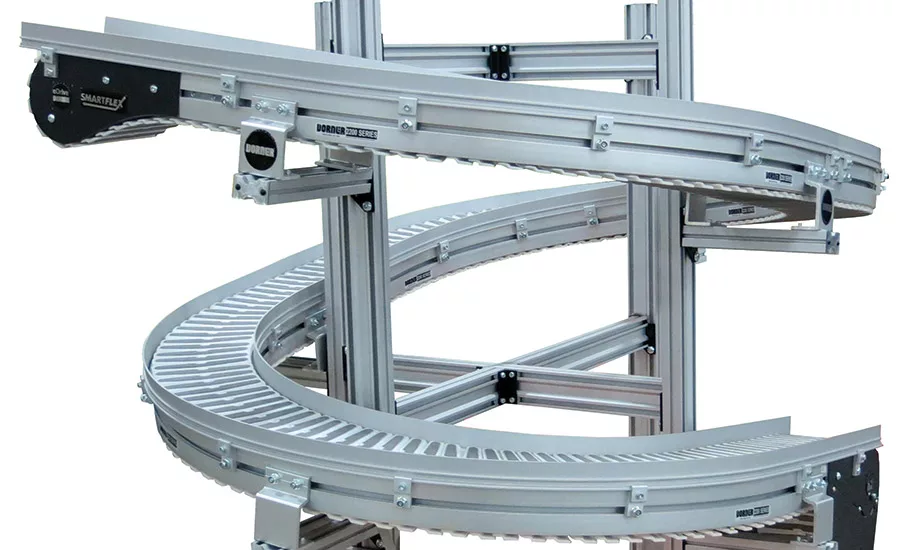
Dorner’s SmartFlex Helix Conveyor Need to move product up or down in a tight space? Then you need to see Dorner’s new SmartFlex® Helix Conveyor, which is making its debut in booth #C-1444. The new conveyor features a proprietary flexible chain manufactured by FlexMove, a Dorner Holding Company. The SmartFlex Helix can operate in a footprint as small as a 10’ x 10’ space, and is ideal for product handling applications where product needs to travel up or down in a confined area. The conveyor’s compact design allows for five feet of elevation change in 10 feet (incline angle of up to 12°), giving users more freedom and flexibility in designing a material handling system with multiple layouts using a single conveyor. The SmartFlex Helix comes in three belt widths: 85mm, 180mm, and 260mm. An added bonus? The SmartFlex Helix does not require any lubrication, providing a cleaner environment and reduced risk of contamination. |
|
What to consider before buying your next food grade conveyor system Conveyors are a critical element in the facility’s operational efficiency and ultimately, the company’s profitability. The following checklist can help you determine what type of conveyor system is most suitable where operational efficiency and profitability are of high importance: Ease of cleaning: In the food processing industry, the ease of which you are able to clean a conveyor system is imperative. Look for a conveyor with a simple design that is easy to take apart (without tools) for quick cleaning and sanitizing. Make sure all equipment parts are accessible for cleaning and are self-draining with no product or liquid collection points. Longevity: The right conveyor system will be made of components that are chemical and corrosion resistant in order to handle the rigors of frequent cleaning and sanitizing. Conveyor sidewalls and product retaining walls made of plastic will not splinter, rot or retain harmful bacteria, odors or cleaning agents. When made of impact resistant plastic material, conveyor components – including conveyor sidewalls – are cost-effective to replace when damage is done or conveyor design changes are needed. Cost of ownership: Look beyond the initial purchase price when considering the cost of the conveyor system. Don’t forget to consider the cost of operating and maintaining the system. The labor and resources needed for cleaning the conveyor can quickly become your largest cost. Look for a conveyor with minimal parts and the ability to clean it quickly and efficiently. Ease of maintenance: Maintenance and uptime can affect productivity. Determine what type of maintenance your new system will need. Consider motors with a hermetically sealed design that ensures internal parts are not exposed to external environmental conditions and tampering. Look for feed rollers that are bearing-free and tensionless belts that are self-tracking. Configuration options: Conveyor systems should go wherever you need them to go. Make sure your new system includes configuration options like inclines/declines, product containment, flights and scoops that will give you the throughput needed to move your product through your process in the smallest footprint possible. Belting options: Choose a vendor that offers a wide range of belt types and styles. The option to choose solid-surface, link style or metal mesh belting for your conveyor will give you ideal conveyance of your food product whether it is dry, wet or sticky. Consideration for belting flow-through properties needs to be given when there is the requirement to batter, bread, glaze, coat, cool, drain, dry or wash product while being conveyed. Look for a conveyor system that includes belting that is self-tracking, provides good wear, performance, and service. Wait, there’s a lot more advice! To read the full list of what to consider before buying your next food grade conveyor system, go to packagingstrategies.com/ConsideringConveyor. |
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


